
Hoe is de warmtewisselingsbuis verbonden met de buisplaat?
De verbindingsvorm van warmtewisselbuis en buisplaat omvat voornamelijk expansie, lassen, expansielassen, enz. De sterkte-uitzettingsverbinding verwijst naar de uitbreiding van de afdichtingsprestaties en treksterkte van de verbinding tussen de warmtewisselbuis en de buisplaat. Het vertrouwt op de plastische vervorming van het buisuiteinde om de trekkracht te weerstaan. De restspanning na de uitzetting van de buis zal geleidelijk verzwakken wanneer de temperatuur toeneemt, zodat de afdichtingsprestaties en de sterkte van de verbinding tussen de buis en de buisplaat zullen afnemen. Daarom is de sterkte uitbreiding geschikt voor de ontwerpdruk is minder dan of gelijk aan 4MPa, de ontwerptemperatuur is minder dan of gelijk aan 300 ℃. De sterkte-uitbreiding mag niet worden gebruikt in het geval van zware trillingen, grote temperatuurverschillen of duidelijke spanningscorrosie tijdens gebruik.
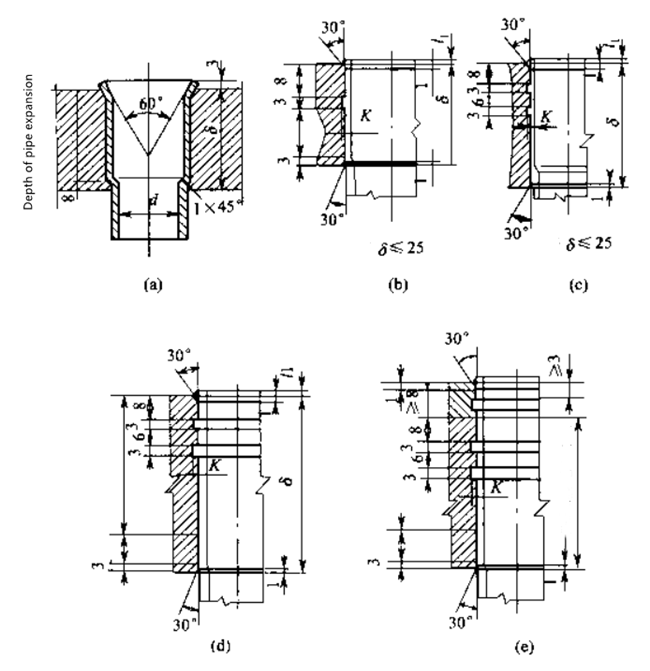
Bij het expanderen van de buis moet de hardheid van de buis lager zijn dan die van het buisblad. De opening tussen de buis en de buis en de gladheid van de buis beïnvloeden de kwaliteit van de expanderende buis. Een ruw oppervlak van het pijpgat kan een grote wrijvingskracht produceren en is niet gemakkelijk los te trekken, maar kan wel gemakkelijk lekkage veroorzaken. Het oppervlak van het buisgat mag geen longitudinale groef hebben. Het gladde oppervlak van het buisgat lekt niet gemakkelijk, maar trekt wel gemakkelijk weg. Over het algemeen moet de oppervlakteruwheid kleiner zijn dan of gelijk aan 12,5 μm. Er zijn twee soorten pijpgaten: gaten en ringvormige groeven, de eerste zoals weergegeven in figuur (a) hieronder, en de laatste zoals weergegeven in figuur (b) en (c) hieronder.
Na het groeven wordt de stalen buizen worden bij het uitzetten in de groeven geperst, wat de weerstand tegen lostrekken en de afdichtende werking kan verbeteren. Het aantal ringvormige sleuven in het buisgat hangt af van de dikte van de buisplaat. In het algemeen wordt er één gleuf geopend als de dikte minder dan 25 mm is en worden er twee gleuven geopend als de dikte meer dan 25 mm is. Wanneer de buisplaat dik is of om spleetcorrosie te voorkomen, kan de structuur in de volgende figuur (d) worden gebruikt, de samengestelde buisplaat en warmtewisselingsbuis kunnen ook worden uitgebreid, wanneer de bekleding groter is dan of gelijk aan 8 mm, moet in de groef op het buisgat, de structuur wordt getoond in de volgende figuur (e).
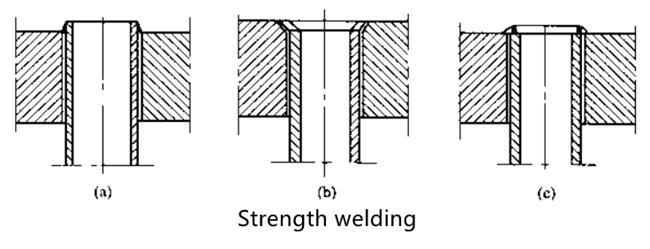
Sterkte lassen verwijst naar de afdichting prestaties en treksterkte van de warmtewisselbuis en buizenblad verbinding te garanderen, is de meest gebruikte buizenblad verbindingstypen. Sterkte lassen productie is eenvoudig, de treksterkte is sterk, zoals lassen deel mislukking, kan secundaire reparatie lassen, handiger warmtewisselbuis. Het gebruik van sterkte lassen is niet beperkt door druk en temperatuur, maar het is niet geschikt voor de gelegenheid van grote trillingen of kloof corrosie. De algemene vorm van sterkte lassen wordt weergegeven in figuur (a) hieronder. Om vloeistofophoping rond het pijpeinde te voorkomen, wordt vaak de structuur in figuur (b) gebruikt. De constructie zoals weergegeven in figuur (c) hieronder wordt meestal gebruikt in situaties waarin de buisplaat van roestvast staal is.
De afdichtingsprestaties van de verbinding tussen buis en buisplaat moeten hoog zijn, of er is spelingcorrosie, bestand tegen zware trillingen en andere gelegenheden, een enkele expansie of lassen kan niet voldoen aan de eisen, de combinatie van de twee kan voldoende sterkte en goede afdichtingsprestaties bieden. De combinatie van expansie en lassen kan worden onderverdeeld in twee soorten volgens de expansie- en lasvolgorde: expansie en lassen na expansie. De algemene expansiemethode heeft onvermijdelijk olievlekken in de voegspleet, die na het expanderen wordt gelast. Deze olievlekken en de lucht in de spleet zullen de laskwaliteit verminderen.
Lassen vóór expansie zal schade aan de las veroorzaken. Op dit moment is er geen uniforme bepaling voor de keuze van de twee orders. In de werkelijke engineering, zoals uitbreiding na het lassen, voor het lassen moet schone olie; Als het eerste lassen na de uitbreiding, moet een limiet aan de expansie positie van de buis einde, in het algemeen te controleren vanaf het oppervlak van de buis plaat 15mm boven het toepassingsgebied van de uitbreiding. De eerste uitbreiding en vervolgens lassen neemt over het algemeen de vorm van sterkte uitbreiding en afdichting lassen. De sterkte uitbreiding zorgt voor de afdichting van de buis en buisplaat, waardoor er voldoende treksterkte, en de afdichting lassen verder zorgt voor de afdichting van de buis en buisplaat. De structuur wordt getoond in figuur (a). Sterkte lassen zorgt voor de afdichtende werking van de buis en de buisplaat, het verstrekken van voldoende treksterkte, en steken uitbreiding elimineren de kloof tussen de buis en de buis gat om de afdichtende werking te garanderen. De structuur wordt getoond in figuur (b).
In essentie is explosieve expansie ook een soort sterkte-expansie, de laatste neemt meestal roluitbreiding aan, de eerste gebruikt het explosief in een zeer korte tijd om een hoge druk gasschokgolf te produceren om de pijp stevig aan het buisgat te bevestigen. Hoge explosieve expansie en verbindingsefficiëntie, geen smeerolie nodig, gemakkelijk te lassen na expansie, grote treksterkte, kleine axiale rek en vervorming.
Explosieve expansie is geschikt voor dunne wand buizen, kleine diameter buizen en grote dikte buisblad expansie, warmte-uitwisseling buis einde lekkage, mechanische expansie is moeilijk om de gelegenheid te repareren.


Plaats een Reactie
Meepraten?Draag gerust bij!