우리는 일반적으로 -10 ~ -273 ℃의 온도 범위를 사용하는 강철을 저온 강철 또는 극저온 강철이라고 부릅니다. 합금 원소 함량과 구조에 따라 극저온 강철은 다음과 같이 나눌 수 있습니다: 06MnVTi, 06MnVal, 09Mn2Vre, 06MnNb 강철, 저합금 철체 저온 강철 0.5Ni, 2.5Ni, 3Ni, 3.5Ni 등과 같은 알루미늄 킬 C-Mn 강철, 9Ni, 5Ni 강철, 1Cr18Ni9Ti 및 20Mn23Al 등과 같은 고 합금 오스테나이트 저온 강철과 같은 마르텐폼 저온 강철.
저온강에서 합금 원소의 효과는 주로 강재의 저온 인성에 미치는 영향을 말합니다:
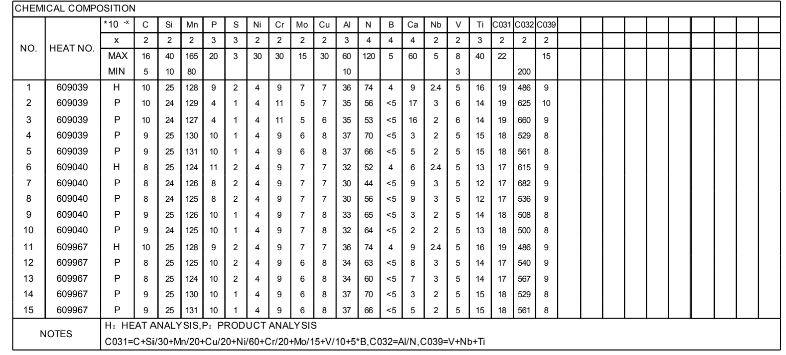
C
탄소 함량이 증가하면 강철의 취성 전이 온도가 빠르게 증가하고 용접 특성이 감소하므로 저온 강철의 탄소 함량은 0.2% 미만으로 제한됩니다.
Mn
망간은 강철의 저온 인성을 분명히 향상시킬 수 있습니다. 망간은 주로 강철에 고용체 형태로 존재하며 고용체 강화의 역할을 합니다. 또한 망간은 오스테나이트 영역을 확대하고 변형 온도(A1 및 A3)를 낮추는 원소입니다. 미세하고 연성인 페라이트 및 펄라이트 입자를 쉽게 얻을 수 있어 최대 충격 에너지를 증가시키고 취성 전이 온도를 크게 낮출 수 있습니다. 일반적으로 Mn/C 비율은 3과 같아야 하며, 이는 강철의 취성 전이 온도를 낮출 수 있을 뿐만 아니라 Mn 함량 증가로 인한 탄소 함량 감소로 인한 기계적 특성 저하를 보상할 수 있습니다.
Ni
니켈은 취성 전이 경향을 완화하고 취성 전이 온도를 크게 낮출 수 있습니다. 강철의 저온 인성 향상에 대한 니켈의 효과는 망간의 5배, 즉 니켈 함량이 1%만큼 증가함에 따라 취성 전이 온도가 10℃ 감소합니다. 이것은 주로 탄소가 함유 된 니켈로 인해 고용체 및 보강재에 흡수되어 니켈이 탄소 함량을 줄이고 탄소 강철의 동일한 탄소 함량에 비해 상전이 온도 (A1 및 A2)를 줄이기 위해 유텍 토이드 강철 유텍 토이드 포인트의 왼쪽 지점으로 이동하여 페라이트 및 정제, 펄라이트 개체군의 수를 감소시킵니다 (펄라이트의 탄소 함량도 탄소 강철보다 낮습니다). 실험 결과에 따르면 니켈이 저온에서 인성을 증가시키는 주된 이유는 니켈 함유 강철이 저온에서 더 많은 이동 가능한 전위를 가지며 교차 미끄러짐이 더 쉽기 때문입니다. 예를 들어, 중간 합금 저탄소 담비 형 저온 강철 9Ni 스틸저온 인성이 높고 -196℃에서 사용할 수 있습니다. 9Ni강을 기반으로 개발된 5Ni강은 -162~-196℃에서 저온 인성이 우수합니다.
P, S, Sn, Pb Sb
인, 황, 비소, 주석, 납, 안티몬: 이러한 원소는 강철의 저온 인성에 도움이 되지 않습니다.
이들은 입자 경계에서 분리되어 입자 경계의 표면 에너지와 저항을 감소시키고, 취성 균열이 입자 경계에서 시작되어 골절이 완료될 때까지 입자 경계를 따라 확장됩니다.
인은 강철의 강도를 향상시킬 수 있지만 특히 저온에서 강철의 취성을 증가시킵니다. 취성 전이 온도가 분명히 증가하므로 그 함량을 엄격하게 제한해야 합니다.
O, H, N
이러한 요소는 강철의 취성 전이 온도를 증가시킵니다. 탈산 실리콘 및 알루미늄 킬드 스틸은 저온에서 인성을 향상시킬 수 있지만, 실리콘은 강철의 취성 전이 온도를 증가시키기 때문에 알루미늄 킬드 스틸은 실리콘 킬드 스틸보다 취성 전이 온도가 낮습니다.