Les tuyaux galvanisés, également connus sous le nom de tuyaux en acier galvanisé, se divisent en deux catégories : les tuyaux galvanisés à chaud et les tuyaux galvanisés à l'électricité. La couche de galvanisation à chaud est épaisse, le revêtement est uniforme, l'adhérence est forte, la durée de vie est longue. Le coût de la galvanisation est faible, la surface n'est pas lisse, la résistance à la corrosion est moins bonne que celle des tuyaux galvanisés à chaud. Tube d'acier galvanisé : le substrat du tube d'acier galvanisé à chaud et la solution de placage en fusion ont une réaction physique et chimique composite, formant une couche dense d'alliage de zinc et de fer résistant à la corrosion. La couche d'alliage est intégrée à la couche de zinc pur et au substrat du tube d'acier. Par conséquent, sa résistance à la corrosion est forte. Tube en acier galvanisé : La couche de zinc du tube d'acier galvanisé à froid est un revêtement électrique, et la couche de zinc est séparée du substrat du tube d'acier. La couche de zinc est très fine, et la couche de zinc est simplement attachée au substrat du tube d'acier, qui se détache facilement. Par conséquent, sa résistance à la corrosion est médiocre. Dans les nouvelles habitations, il est interdit d'utiliser des tuyaux en acier galvanisé à froid pour l'alimentation en eau.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2022-11-15 05:27:192022-11-22 08:25:45Classification des tubes galvanisés
En fait, les cuves constituent une catégorie importante parmi de nombreuses plaques d'acier, dont la composition est très spéciale et les propriétés nombreuses et excellentes. À l'heure actuelle, ce type de tôle pour récipients est principalement utilisé pour fabriquer des récipients sous pression sur le marché. Pour différentes situations et différentes utilisations, les matériaux correspondants à fabriquer sont également différents.
Ce type de dispositif possède un nombre relativement important de marques sur le marché actuel, et son champ d'application correspondant aux différents états de livraison est également différent. Dans les petites séries suivantes, les utilisateurs seront spécifiquement informés sur les plaques de cuves.
Introduction à l'utilisation des navires
est aujourd'hui largement utilisée dans l'industrie pétrolière et chimique, dans les centrales électriques et les chaudières, etc. Elles sont utilisées pour fabriquer des réacteurs, des échangeurs de chaleur, des séparateurs, des réservoirs sphériques, des réservoirs de pétrole et de gaz, des réservoirs de gaz liquéfiés et des enveloppes sous pression de réacteurs nucléaires, etc. En outre, ce matériau est également utilisé pour fabriquer des fûts de chaudières, des bouteilles de pétrole et de gaz liquéfiés, des conduites d'eau à haute pression de centrales hydroélectriques, des boîtiers en spirale de turbines hydrauliques et d'autres équipements ou composants. En outre, ce matériau a un marché très large au niveau national et à l'étranger.
Introduction de l'état de livraison des navires
Il existe quatre principaux états de livraison des tôles, à savoir la trempe, la normalisation, le recuit et le revenu. En outre, le champ d'application principal de chaque état de livraison est également différent.
Principaux domaines d'application de la normalisation
Par rapport à l'acier à faible teneur en carbone, la dureté de la tôle pour récipients après normalisation est supérieure à celle après recuit, et sa ténacité est relativement bonne.
Peut être utilisé avec de l'acier à teneur moyenne en carbone.
Utilisé pour l'acier à outils, l'acier cémenté et l'acier pour roulements.
Utilisé pour les pièces moulées en acier, la normalisation a un bon effet d'affinage sur la microstructure des matériaux en acier.
Il est utilisé pour les grandes pièces forgées et la fonte nodulaire, ce qui permet d'améliorer sa dureté, sa solidité et sa résistance à l'usure.
Caractéristiques de la tôle après trempe
1. Après le revenu, la stabilité structurelle de la tôle d'acier peut être améliorée, de sorte que la taille et la performance de la pièce peuvent être maintenues dans un très bon état.
2. Après la trempe, le produit fabriqué à partir de plaques de cuves peut également éliminer la contrainte interne dans la plaque du conteneur, ce qui modifie les performances de service de l'appareil.
3. Les propriétés mécaniques des plaques de cuves peuvent être bien ajustées, de manière à répondre aux exigences d'application dans divers domaines.
Il s'agit d'une sorte de plaque d'acier importante utilisée pour la fabrication de diverses chaudières et de leurs accessoires, et c'est également la plaque d'acier spécial pour appareils à pression la plus utilisée et la plus répandue en Chine à l'heure actuelle.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2022-11-10 06:20:192022-11-22 08:25:12Introduction aux tôles d'acier pour navires
La plus grande caractéristique de la construction hivernale est, je pense, que la température est relativement basse, dans l'opération de soudage il faut faire attention à la température, il faut déterminer la température de la position de soudage avant le soudage, dans le cas où la température est inférieure aux exigences du processus, le métal de base doit être préchauffé avant le soudage. Il convient de prêter attention au problème d'isolation thermique après le soudage en hiver. Il convient de veiller à ce que les matériaux restent secs en cas de pluie ou de neige. Des mesures doivent être prises pendant les travaux de soudage en hiver. Si la température est supérieure à -5 degrés Celsius, procédez à un séchage et à une isolation conventionnels. Si la température est trop basse ou si le panneau est trop épais, il faut préchauffer et faire attention à l'isolation entre les couches.
Principales mesures techniques pour la construction hivernale
1. Le soudage des tuyaux doit être préchauffé en stricte conformité avec les exigences, et le tuyau doit être placé dans un atelier fermé pour être chauffé à l'avance.
2. lorsque la température ambiante est inférieure à 5℃, elle ne convient pas à l'épreuve hydraulique ; l'eau de la canalisation qui a été soumise à l'épreuve de la pression hydraulique doit être évacuée à temps et l'embouchure de la canalisation doit être temporairement obstruée.
3. il faut essayer d'éviter de tester la pression du pipeline en hiver, si cela doit être le cas, afin de minimiser la durée d'exposition du pipeline rempli d'eau à l'environnement naturel, conformément aux exigences de la spécification, la durée du test doit être aussi courte que possible, après le test, il faut évacuer l'eau du pipeline à temps et maximiser le séchage par soufflage.
4. il convient d'augmenter autant que possible la préfabrication afin de réduire la charge de travail liée au soudage sur le chantier.
5. La vitesse du vent pendant le soudage ne doit pas dépasser les dispositions suivantes ; dans le cas contraire, des mesures de protection contre le vent doivent être prises :
Une soudure manuelle à l'arc est de 8m/s ;
B Soudage à l'arc à l'hydrogène, soudage au gaz carbonique 2m/s
6. l'humidité relative de l'environnement à moins d'un mètre de l'arc de soudage ne doit pas être supérieure à 90%.
7. la température de l'environnement de soudage doit pouvoir garantir que les pièces à souder nécessitent une température suffisante et que les compétences du soudeur ne seront pas affectées.
8. Exigences relatives au procédé de soudage :
A Lorsque la température ambiante est inférieure à 0℃, les joints de soudure sans exigences de préchauffage, à l'exception de l'acier inoxydable austénitique, doivent être préchauffés à plus de 15℃ dans un rayon de 100 mm autour du point de soudure initial.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2022-11-08 07:02:502022-11-22 08:24:35Précautions à prendre pour la construction de pipelines métalliques en hiver
Le contrôle non destructif de l'acier comprend principalement le contrôle par rayons, le contrôle par ultrasons, le contrôle par particules magnétiques, le contrôle de pénétration et le contrôle par courants de Foucault.
1. Détection radiographique (RT) Le contrôle par rayons X est une méthode de contrôle non destructif qui utilise les rayons X ou gamma pour pénétrer dans l'échantillon et qui utilise un film pour enregistrer les informations. Il s'agit de la méthode de contrôle non destructif la plus simple et la plus répandue.
2. Détection par ultrasons (UT) Le contrôle par ultrasons est adapté au contrôle non destructif des métaux, des non-métaux et des matériaux composites. Il peut détecter les défauts internes de l'échantillon dans une large gamme d'épaisseurs. Pour les matériaux métalliques, il peut détecter l'épaisseur d'un tuyau et d'une plaque à paroi mince de 1 à 2 mm, ainsi que des pièces forgées en acier de plusieurs mètres de long ; en outre, la localisation des défauts est plus précise et le taux de détection des défauts de surface est plus élevé. Le coût de détection est faible, la vitesse est rapide, l'équipement est léger, inoffensif pour le corps humain et l'environnement, l'utilisation sur le terrain est plus pratique.
3. Détection de particules magnétiques (MT) Le principe de la détection des particules magnétiques consiste à magnétiser un matériau ferromagnétique et une pièce, mais en raison de la discontinuité, les lignes de champ magnétique à la surface de la pièce et à proximité d'une distorsion locale et d'un champ magnétique de fuite sont générées, l'adsorption à la surface de la poudre magnétique et des marques magnétiques visibles dans la bonne lumière visuelle, montrant l'emplacement, la forme et la taille de la discontinuité.
4. Test de pénétration (PT) Le principe de la détection de la pénétration est le suivant : après que la surface de la pièce a été enduite d'un perméant contenant un colorant fluorescent ou coloré, sous l'action de la capillarité, après un certain temps, le liquide perméable peut pénétrer dans les défauts d'ouverture de la surface ; Après avoir enlevé l'excès de pénétrant à la surface, l'agent d'imagerie est peint à nouveau sur la surface des pièces. Sous l'action de la capillarité, l'agent d'imagerie attire les défauts dans les pénétrants, le liquide pénétrant retourne dans l'agent d'imagerie, sous une certaine lumière (lumière UV ou lumière blanche), les traces de pénétrant dans les défauts sont réelles (fluorescence jaune-vert ou rouge vif), ce qui permet de détecter la morphologie et la distribution des défauts.
5. Contrôle par courants de Foucault (ET) Le contrôle par courants de Foucault consiste à placer une bobine parcourue par un courant alternatif sur une plaque métallique ou à l'extérieur d'un tube métallique soumis à l'essai. À ce moment-là, un champ magnétique alternatif est généré à l'intérieur et autour de la bobine, ce qui entraîne un courant alternatif induit dans l'échantillon, appelé courant de Foucault, qui ressemble à un tourbillon. La distribution et la taille du courant de Foucault sont non seulement liées à la forme et à la taille de la bobine, ainsi qu'à la taille et à la fréquence du courant alternatif, mais dépendent également de la conductivité, de la perméabilité, de la forme et de la taille de l'échantillon, de la distance par rapport à la bobine et de la présence ou non de fissures à la surface.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2022-11-04 08:44:072022-11-22 08:23:515 méthodes de contrôle non destructif de l'acier
Notre usine dispose d'un laminoir Φ720 qui permet de produire directement des tubes sans soudure de grande taille, tels que API5L X65QS PSL2 OD610*12.7mm par laminage à chaud Longueur 12m
Le sulfure d'hydrogène H₂S est un composé inorganique incolore, inflammable, soluble dans l'eau, un gaz acide. La corrosion par le sulfure d'hydrogène fait référence aux oléoducs et gazoducs contenant une certaine concentration de sulfure d'hydrogène (H2S) et à la corrosion par l'eau. Le H₂S se dissout dans l'eau et devient acide, ce qui entraîne une corrosion électrochimique, des piqûres locales et la perforation des pipelines. Les atomes d'hydrogène générés dans le processus de corrosion sont absorbés par l'acier et enrichis dans les défauts métallurgiques du tuyau, ce qui peut entraîner la fragilisation de l'acier et l'apparition de fissures, conduisant à la fissuration. Les pipelines et les équipements des champs de pétrole et de gaz acides contenant du H₂S ont souvent fait l'objet de déchirures soudaines ou de ruptures fragiles, de fissures dans les zones de soudure et d'autres accidents, qui sont principalement dus à la fissuration induite par l'hydrogène (HIC) et à la fissuration sous contrainte due au sulfure (SSC).
Les facteurs affectant la corrosion du H₂S comprennent la concentration de sulfure d'hydrogène, la valeur du PH, la température, le débit, la concentration de dioxyde de carbone et d'ions chlorure (C1-), etc. Un environnement humide de corrosion sous contrainte par le sulfure d'hydrogène est constitué si les conditions suivantes sont réunies :
La température du fluide n'est pas supérieure à 60+2P ℃, P étant la pression manométrique du fluide (MPa) ;
B la pression partielle du sulfure d'hydrogène n'est pas inférieure à 0,35mpa ;
Le milieu contient de l'eau ou la température du milieu est inférieure à la température du point de rosée de l'eau ;
Milieu avec PH inférieur à 9 ou cyanure.
Les résultats montrent que pour l'acier allié, lorsque la résistance ou la dureté de l'acier est la même, la microstructure de distribution uniforme de petits carbures sphériques peut être obtenue par un revenu à haute température après la trempe, et la résistance à la corrosion par H2S est meilleure qu'après le revenu. La forme des inclusions est également importante, en particulier la forme des MnS, car les MnS sont sujets à la déformation plastique à haute température, et la feuille de MnS formée par laminage à chaud ne peut pas être modifiée au cours du traitement thermique ultérieur.
Les éléments Mn, Cr et Ni sont ajoutés à l'eau. acier au carbone pour améliorer la trempabilité, en particulier le Ni. On pense généralement que l'élément Ni est bénéfique pour la ténacité de l'acier allié, mais le surpotentiel de réaction d'évolution de l'hydrogène de l'acier Ni est faible, l'ion hydrogène est facile à décharger et à réduire pour accélérer la précipitation de l'hydrogène, de sorte que la résistance de l'acier Ni à la corrosion sous contrainte par les sulfures est médiocre. En général, l'acier au carbone et l'acier allié doivent contenir moins de 1% ou pas de nickel. Les éléments tels que Mo, V, Nb, etc. qui forment des carbures stables dans l'acier.
Les normes ISO 15156-2, ISO 15156-3 ou NACE MR0175-2003 ont limité les conditions environnementales permettant d'éviter l'apparition de la corrosion sous contrainte. Si ces conditions ne sont pas remplies, des essais HIC et SSC doivent être réalisés et d'autres normes pertinentes doivent être respectées. La norme MR-01-95 de l'American Corrosion Institute (NACE) stipule que pour prévenir la corrosion fissurante sous contrainte due au sulfure (SSCC), il convient d'utiliser de l'acier ordinaire (teneur en nickel inférieure à 1%) d'une dureté inférieure à Rockwell HRC22 ou de l'acier au chrome-molybdène trempé d'une teneur en nickel inférieure à HRC 26.
En outre, il existe d'autres restrictions :
Impuretés dans l'acier : soufre ≤ 0,002%, P≤0,008%, O≤ 0,002%.
Dureté inférieure à 22HRC, limite d'élasticité inférieure à 355MP, résistance à la traction inférieure à 630MPa.
La teneur en carbone de l'acier doit être réduite autant que possible pour satisfaire aux propriétés mécaniques de la tôle d'acier. Pour l'acier à faible teneur en carbone et l'acier au carbone et au manganèse : CE≤0,43, CE=C+Mn/6 ; Pour les aciers faiblement alliés : CE≤045 CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
Tube en acier : API 5CT H40, J55, L55, C75(1,2,3), L80(type 1), N80(type Q/T), C95(type Q/T), P105, P110 Q/T) ; API 5L grade A, grade B, X42X46, X52 ; ASTM A53, A106(A, B, C)
Les tubes et plaques en acier au carbone disponibles pour les applications H₂S
https://www.wldsteel.com/wp-content/uploads/2021/08/src.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-05 08:31:282021-08-05 08:31:31Matériau en acier au carbone pour les applications de corrosion par sulfure d'hydrogène
L'acier résistant à la chaleur est un acier qui fonctionne à haute température et qui possède une excellente résistance thermique et une bonne stabilité thermique. La résistance thermique désigne la capacité à résister au fluage et à la rupture à haute température, et la stabilité thermique désigne la capacité à résister à l'oxydation et à la corrosion des milieux gazeux à haute température. L'acier résistant à la chaleur avec résistance thermique est généralement appelé acier résistant à la chaleur et l'acier résistant à la chaleur avec stabilité thermique est appelé acier stable à la chaleur. Les aciers résistants à la chaleur sont principalement utilisés dans l'ingénierie de l'énergie et de l'électricité, notamment dans la fabrication d'équipements de raffinage du pétrole, de chaudières, de cuves nucléaires, de turbines à vapeur, de cuves pour produits chimiques synthétiques, d'équipements aérospatiaux et d'autres équipements de traitement à haute température. Il convient de noter que de nombreux aciers inoxydables (309, 310H) présentent également une résistance à la chaleur et sont parfois appelés "aciers inoxydables résistants à la chaleur".
Les joints soudés de acier résistant à la chaleur doit avoir sensiblement la même résistance à l'oxydation à haute température que le métal de base. La composition de l'alliage et la teneur du métal soudé doivent être fondamentalement cohérentes avec le métal de base, comme le Cr, le Mo, le W et d'autres éléments majeurs, tandis que les impuretés comme le P et le S doivent être contrôlées à un niveau aussi bas que possible pour réduire la tendance à la fissuration à chaud. Afin d'améliorer la soudabilité, la teneur en C du matériau de soudage peut être légèrement inférieure à celle du métal de base pour garantir la performance à haute température. La résistance du métal soudé doit être similaire à celle du métal de base à souder. Les joints soudés en acier résistant à la chaleur doivent non seulement avoir une résistance à court terme à température ambiante et à haute température pratiquement égale à celle du métal de base, mais aussi, et surtout, des propriétés de fluage à haute température similaires à celles du métal de base. Les exigences de performance des nouveaux joints en acier thermorésistant pour les chaudières ultra-supercritiques sont indiquées dans le tableau suivant.
Notes
T.S σb MPa
Y.Sσs MPa
Élongation δ%
AkvJ
Contrainte admissible à la température de fonctionnement, MPa
Dureté, HB
P122
630
530
17%
31
64 (620℃)
225~270
P92
630
530
17%
31
70(620℃)
-
HR3C
655
-
30
-
69(650℃)
-
Super304H
590
-
35
-
91(620℃)78(650℃)
225~270
Although most of heat resistant steel welding structure is working under high temperature, but the final inspection for pressure vessels and piping requirements, usually at room temperature to 1.5 times the working pressure experiment hydraulic or pneumatic pressure test, the operation of pressure equipment or maintenance have to undergo the cold start process, so the heat resistant steel welding joint is also should have certain resistance to brittle fracture. For martensite and austenite heat resistant steels, the content of δ Ferrite in the deposited metal should be strictly controlled to ensure the creep property of the welded joints during the long time running at high temperature.
Soudage des aciers martensitiques P92/T92, P122/T122
Le P92 et le P122 sont des aciers martensitiques qui ont tendance à se fissurer à froid et à chaud pendant le soudage. Afin d'éviter les fissures à froid lors du soudage, il est nécessaire de préchauffer l'acier avant le soudage. La température de préchauffage n'est pas inférieure à 150℃ pour le soudage TIG et pas inférieure à 200℃ pour le soudage à l'arc à l'électrode et le soudage à l'arc submergé. Afin d'éviter les fissures à chaud et les gros grains, l'énergie de la ligne de soudage doit être strictement contrôlée pendant le processus de soudage, la température entre les couches doit être inférieure à 300℃, et le soudage à l'arc à l'électrode de tungstène et à l'argon avec un faible apport de chaleur de soudage est préférable. Le soudage multicouche et multi-passe doit être pris en compte lors du soudage à l'arc à l'électrode. L'épaisseur de la passe de soudage ne doit pas être supérieure au diamètre de l'électrode. La largeur de la passe de soudage ne doit pas être supérieure à 3 fois le diamètre de l'électrode et il est recommandé que le diamètre de l'électrode ne soit pas supérieur à 4 mm. Pour les pièces à paroi épaisse, le soudage à l'arc submergé peut être utilisé pour le soudage, mais le soudage à l'arc submergé à fil fin doit être utilisé, et le diamètre du fil de soudage doit être inférieur à 3 mm. Lors du soudage de tubes T122 et T92 de petit diamètre, la face arrière doit être remplie d'argon pendant toute la durée du processus de soudage. Pour les tubes de grand diamètre à paroi épaisse, une protection par argon est nécessaire à l'arrière des trois premières couches de soudure à la racine. Après le soudage, utiliser l'isolation d'amiante et le refroidissement lent et rester entre 100 ~ 150℃ pendant au moins 1 ~ 2 heures, jusqu'à ce que la métallographie est complètement transformé en martensite, puis peut effectuer le traitement thermique post-soudure. Pour l'épaisseur de la paroi de la pièce est supérieure à 40mm, après le soudage avec l'isolation d'amiante refroidissement lent, 100 ~ 150℃ au moins rester 1 ~ 2 heures, si pas immédiatement le traitement thermique, devrait être chauffé à 200 ~ 300℃ isolation 2 heures et puis refroidissement lent à la température ambiante.
SUPER 304H, SA-213 TP310HCBN Soudage d'acier austénitique
L'acier austénitique a une bonne soudabilité et n'a pas tendance à se fissurer à froid, il n'a donc pas besoin d'être préchauffé. Cependant, l'acier austénitique a tendance à se fissurer à chaud pendant le soudage, et il convient donc de veiller au contrôle de l'apport de chaleur pour le soudage et de la température entre les couches. Dans le processus de soudage, la méthode de soudage de l'énergie de la ligne de soudage est plus petite, comme le soudage TIG manuel, le soudage TIG automatique à fil froid ou le soudage TIG à fil chaud. En général, la température entre les couches ne doit pas dépasser 150℃. Pour le soudage TIG automatique à fil froid ou le soudage TIG à fil chaud, le processus de soudage continu nécessite un refroidissement à l'eau de la soudure entre les couches. Afin de prévenir la corrosion intergranulaire, la teneur en ions chlorure de l'eau de refroidissement doit être contrôlée. Afin d'éviter l'oxydation des éléments d'alliage dans la zone à haute température, la surface arrière doit être remplie d'argon pendant toute la durée du processus de soudage. Afin d'assurer une bonne fusion des deux côtés de la rainure, l'angle de la rainure de l'acier austénitique doit être plus grand que celui de l'acier ferritique général. Pour le soudage d'acier dissemblable avec des matériaux ferrites, il est recommandé d'utiliser un fil ou une électrode de soudage ernicR-3 ou EnICRFE-2. Lorsque de l'acier dissemblable est soudé (avec de l'acier ferritique) et utilisé à des températures élevées, le coefficient de dilatation des deux matériaux doit être pris en compte.
https://www.wldsteel.com/wp-content/uploads/2021/07/tubesheet.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-04 05:03:462021-08-04 05:07:53Soudage de matériaux de chaudières ultra-supercritiques
Le molybdène est un élément d'alliage clé dans les aciers ferrites résistant au fluage et fonctionnant à des températures allant jusqu'à 530°C. Les principales applications de l'acier résistant au fluage se trouvent dans les centrales électriques et les usines pétrochimiques, où les turbines à vapeur nécessitent de grandes pièces forgées et moulées, et où les appareils à pression, les chaudières et les systèmes de tuyauterie nécessitent des tubes, des plaques et des accessoires de toutes sortes.Outre la résistance au fluage à haute température, d'autres propriétés du matériau telles que la trempabilité, la résistance à la corrosion et la soudabilité sont également importantes. L'importance relative de ces propriétés dépend de l'application spécifique du matériau. Par exemple, les grands rotors de turbine ont besoin d'un acier présentant une bonne trempabilité, et les systèmes de tuyauterie des centrales électriques doivent pouvoir être soudés. Néanmoins, les alliages utilisés dans ces différentes applications reposent tous sur les mêmes principes pour améliorer la résistance au fluage.
Le molybdène en solution solide peut réduire très efficacement la vitesse de fluage de l'acier. Lorsqu'il est utilisé à haute température, le molybdène ralentit l'agglomération et le grossissement des carbures (mûrissement d'ostwald). La trempe et le revenu produisent une microstructure composée de bainite supérieure, ce qui donne les meilleurs résultats en matière de résistance à haute température. Pour les centrales électriques au charbon, l'efficacité des groupes électrogènes sous-critiques est inférieure à 40 %. Les futures centrales ultra-supercritiques (USC) devraient avoir un rendement supérieur à 50 %, réduisant de près de moitié les émissions de dioxyde de carbone par kilowattheure d'électricité produite. L'acier ferritique résistant au fluage est encore couramment utilisé dans les centrales électriques, les raffineries de pétrole et les usines pétrochimiques du monde entier. Les composants comprennent des tubes sans soudure pour les chaudières à eau chaude et les surchauffeurs, le tambour de la chaudière, le collecteur, les pompes et les réservoirs sous pression pour les applications à haute température, ainsi que les colonnes des turbines à vapeur de plus de 2 mètres de diamètre et de plus de 100 tonnes. Cet acier peut être classé comme acier C-Mn, acier Mo, acier C-RMO faiblement allié et acier Cr 9-12%.
Type d'installation Sous-critique (plus de 300000 kw)
https://www.wldsteel.com/wp-content/uploads/2021/05/9E.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-04 03:11:042021-08-04 03:13:46À quoi sert l'acier résistant au fluage ?
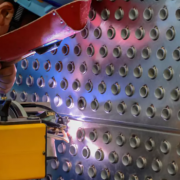
La forme de connexion du tube d'échange thermique et de la plaque tubulaire comprend principalement l'expansion, le soudage, le soudage d'expansion, etc. Le joint d'expansion se réfère à l'expansion de la performance d'étanchéité et de la résistance à la traction de la connexion entre le tube d'échange de chaleur et la plaque tubulaire. Il s'appuie sur la déformation plastique de l'extrémité du tube pour résister à la force de traction. La contrainte résiduelle après l'expansion du tube s'affaiblit progressivement lorsque la température augmente, de sorte que les performances d'étanchéité et la résistance de la connexion entre le tube et la plaque tubulaire diminuent. Par conséquent, l'expansion de la force convient à la pression de conception est inférieure ou égale à 4MPa, la température de conception est inférieure ou égale à 300℃. L'expansion de la résistance ne doit pas être utilisée en cas de vibration sévère, de grande différence de température ou de corrosion sous contrainte évidente pendant le fonctionnement.
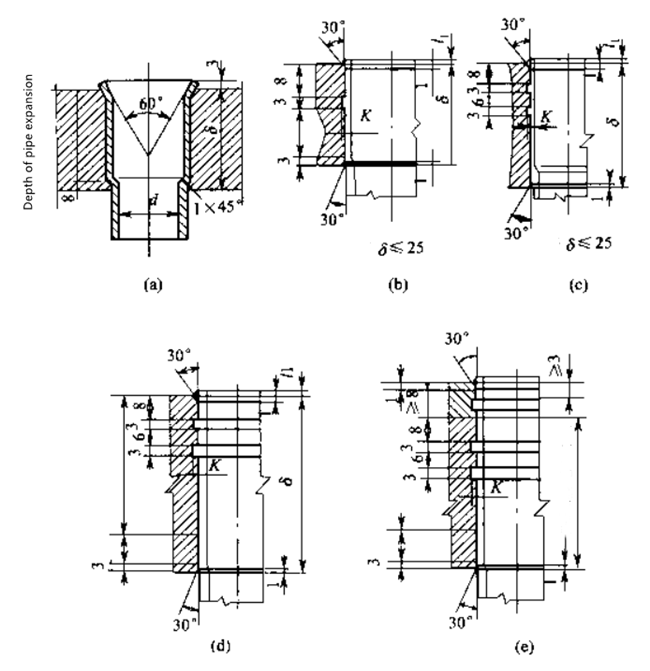
Lors de l'expansion du tube, la dureté du tube doit être inférieure à celle de la feuille de tube. L'écart entre le tuyau et le tuyau et la rugosité du tuyau influent sur la qualité du tuyau à expansion. La surface rugueuse du trou du tuyau peut produire une grande force de friction et n'est pas facile à arracher, mais il est facile de produire des fuites. Il est strictement interdit d'avoir une rainure longitudinale à la surface du trou du tube. La surface lisse du trou du tube n'est pas facile à fuir, mais facile à arracher. En général, la rugosité de la surface doit être inférieure ou égale à 12,5μm. Il existe deux types de trous de tube : les trous et le rainurage annulaire, le premier étant illustré dans la figure (a) ci-dessous, et le second dans les figures (b) et (c) ci-dessous.
Après le rainurage, le tubes en acier sont comprimés dans les rainures lors de l'expansion, ce qui peut améliorer la résistance à l'arrachement et les performances d'étanchéité. Le nombre de fentes annulaires dans le trou du tube dépend de l'épaisseur de la plaque tubulaire. En règle générale, une fente est ouverte lorsque l'épaisseur est inférieure à 25 mm, et deux fentes sont ouvertes lorsque l'épaisseur est supérieure à 25 mm. Lorsque la plaque tubulaire est épaisse ou pour éviter la corrosion des interstices, la structure présentée dans la figure suivante (d) peut être utilisée, la plaque tubulaire composite et le tube d'échange de chaleur peuvent également être élargis, lorsque le revêtement est supérieur ou égal à 8 mm, il doit être placé dans la rainure du trou tubulaire, la structure est présentée dans la figure suivante (e).
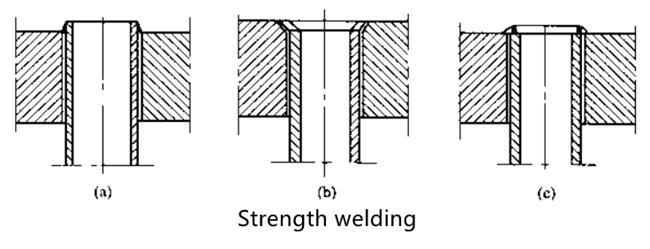
Le soudage de résistance vise à assurer l'étanchéité et la résistance à la traction du tube d'échange thermique et de la connexion de la plaque tubulaire ; il s'agit du type de connexion de plaque tubulaire le plus utilisé. La fabrication du soudage de résistance est simple, la capacité de traction est forte, en cas de défaillance de la partie soudée, il est possible de procéder à une réparation secondaire par soudage, ce qui est plus pratique pour le tube d'échange thermique. L'utilisation du soudage par résistance n'est pas limitée par la pression et la température, mais il n'est pas adapté aux vibrations importantes ou à la corrosion des interstices. La forme générale du soudage de résistance est illustrée dans la figure (a) ci-dessous. Afin d'éviter l'accumulation de liquide autour de l'extrémité du tuyau, la structure illustrée à la figure (b) ci-dessous est souvent utilisée. La structure illustrée à la figure (c) ci-dessous est généralement utilisée lorsque la tôle tubulaire est en acier inoxydable.
La performance d'étanchéité du joint entre le tube et la plaque tubulaire doit être élevée, ou il y a de la corrosion de dégagement, résister à de fortes vibrations et à d'autres occasions, l'expansion ou le soudage seul ne peut pas répondre aux exigences, la combinaison des deux peut fournir une résistance suffisante et une bonne performance d'étanchéité. La combinaison de l'expansion et du soudage peut être divisée en deux types selon la séquence d'expansion et de soudage : l'expansion et le soudage après l'expansion. La méthode d'expansion générale entraîne inévitablement des taches d'huile dans la fente du joint, qui sera soudée après l'expansion. Ces taches d'huile et l'air présent dans l'espace réduisent la qualité de la soudure.
Souder avant la dilatation risque d'endommager la soudure. À l'heure actuelle, il n'existe aucune disposition uniforme concernant le choix des deux ordres. Si le premier soudage a lieu après l'expansion, il convient de limiter la position d'expansion de l'extrémité du tube, généralement en contrôlant la surface de la plaque tubulaire à 15 mm au-dessus de l'étendue de l'expansion. La première expansion et le soudage adoptent généralement la forme de l'expansion de résistance et du soudage d'étanchéité. L'expansion de la résistance assure la performance d'étanchéité du tube et de la plaque tubulaire, en fournissant une résistance à la traction suffisante, et le soudage du joint assure encore la performance d'étanchéité du tube et de la plaque tubulaire. La structure est illustrée dans la figure (a). Le soudage de résistance assure la performance d'étanchéité du tube et de la plaque tubulaire, en fournissant une résistance à la traction suffisante, et l'expansion par collage élimine l'espace entre le tube et le trou du tube pour assurer la performance d'étanchéité. La structure est illustrée à la figure (b).
Par essence, l'expansion explosive est également une sorte d'expansion de la force, cette dernière adopte généralement l'expansion à rouleaux, la première utilise l'explosif dans un laps de temps très court pour produire une onde de choc de gaz à haute pression afin de fixer fermement le tuyau à l'orifice du tube. Expansion explosive et efficacité de connexion élevées, pas besoin d'huile de lubrification, facile à souder après l'expansion, grande résistance à la traction, faible élongation et déformation axiale.
L'expansion explosive convient aux tubes à paroi mince, aux tubes de petit diamètre et à l'expansion des feuilles de tubes de grande épaisseur, aux fuites à l'extrémité des tubes d'échange thermique, l'expansion mécanique est difficile à réparer.
https://www.wldsteel.com/wp-content/uploads/2021/07/tubesheet.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-07-28 03:28:522021-07-28 03:28:54Comment le tube d'échange thermique est-il relié à la plaque tubulaire ?
We usually call the steel used the temperature range -10 to -273℃ as low-temperature steel or cryogenic steel According to alloying element content and structure, cryogenic steels can be divided into: Aluminum killed C-Mn steel such as 06MnVTi, 06MnVal, 09Mn2Vre, 06MnNb steel, low alloy ferric body low-temperature steel 0.5Ni, 2.5Ni, 3Ni, 3.5Ni, etc., Martensiform low-temperature steels such as 9Ni, 5Ni steel, high alloy austenitic low-temperature steels such as 1Cr18Ni9Ti and 20Mn23Al and so on.
The effect of alloying elements in low-temperature steels mainly refers to its effect on the low-temperature toughness of steels:
C
With the increase of carbon content, the brittle transition temperature of steel increases quickly and the welding property decreases, so the carbon content of low-temperature steel is limited to less than 0.2%.
Mn
Manganese can improve obviously the low-temperature toughness of steel. Manganese mainly exists in the form of solid solution in steel and plays the role of solid solution strengthening. In addition, manganese is an element that enlarges the austenite region and reduces the transformation temperature (A1 and A3). It is easy to obtain fine and ductile ferrite and pearlite grains, which can increase the maximum impact energy and significantly reduce the brittle transition temperature. In general, the Mn/C ratio should be equal to 3, which can not only reduce the brittle transition temperature of steel, but also compensate for the decrease of mechanical properties caused by the decrease of carbon content due to the increase of Mn content.
Ni
Nickel can alleviate the tendency of brittle transition and significantly reduce the temperature of brittle transition. The effect of nickel on improving the low-temperature toughness of steel is 5 times that of manganese, that is, the brittle transition temperature decreases by 10℃ with the increase of nickel content by 1%. This is mainly because of nickel with carbon, absorbed by the solid solution and reinforcement, nickel also makes a move to the left point of eutectoid steel eutectoid point to reduce the carbon content, reduce the phase transition temperature (A1 and A2), in comparison with the same carbon content of carbon steel, decrease in the number of ferrite and refining, pearlite populations (the carbon content of pearlite is also lower than carbon steel). The experimental results show that the main reason why nickel increases the toughness at low temperature is that nickel-containing steel has more movable dislocations at low temperature and is easier to cross slip. For example, medium alloy low carbon martensiform low-temperature steel 9Ni steel, has high low-temperature toughness, can be used for -196℃. The 5Ni steel developed on the basis of 9Ni steel has good low-temperature toughness at -162~-196℃.
P, S, Sn, Pb Sb
Phosphorus, sulfur, arsenic, tin, lead, antimony: these elements are not conducive to the low-temperature toughness of steel.
They segregate in the grain boundary, which reduces the surface energy and resistance of the grain boundary, and causes the brittle crack to originate from the grain boundary and extend along the grain boundary until the fracture is complete.
Phosphorus can improve the strength of steel, but it will increase the brittleness of steel, especially at low temperatures. The brittle transition temperature is obviously increased, so its content should be strictly limited.
O, H, N
These elements will increase the brittle transition temperature of steel. Deoxidized silicon and aluminum killed steels can improve the toughness at low temperatures, but because silicon increases the brittle transition temperature of steels, aluminum killed steels have a lower brittle transition temperature than silicon killed steels.
https://www.wldsteel.com/wp-content/uploads/2021/04/P235Gh-steel-plates.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-07-13 14:26:232021-07-13 14:33:28Comment les éléments d'alliage affectent-ils les performances des aciers cryogéniques ?