Verzinkte Rohre, auch bekannt als verzinkte Stahlrohre, werden in feuerverzinkte und elektrisch verzinkte Rohre unterteilt. Feuerverzinkung Schicht dick, gleichmäßige Beschichtung, starke Haftung, lange Lebensdauer. Galvanische Kosten ist niedrig, die Oberfläche ist nicht glatt, Korrosionsbeständigkeit als feuerverzinkte Rohr ist schlecht. Feuerverzinktes Stahlrohr: Feuerverzinktes Stahlrohr, Stahlrohrsubstrat und geschmolzene Beschichtungslösung bilden durch physikalische und chemische Reaktion eine dichte Zink-Eisen-Legierungsschicht mit korrosionsbeständiger Struktur. Die Legierungsschicht ist mit der reinen Zinkschicht und dem Stahlrohrsubstrat verbunden. Daher ist die Korrosionsbeständigkeit sehr hoch. Verzinkte Stahlrohre: Die Zinkschicht des kaltverzinkten Stahlrohrs ist eine elektrische Beschichtung, und die Zinkschicht ist vom Stahlrohrsubstrat getrennt. Die Zinkschicht ist sehr dünn, und die Zinkschicht ist einfach auf dem Stahlrohrsubstrat befestigt, das leicht abfallen kann. Infolgedessen ist die Korrosionsbeständigkeit gering. In neuen Häusern ist die Verwendung von kaltverzinkten Stahlrohren für die Wasserversorgung verboten.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2022-11-15 05:27:192022-11-22 08:25:45Klassifizierung von verzinkten Rohren
In fact, the vessels is a big category among many steel plates, which has very special composition and many excellent properties. At present, this kind of vessels plate is mainly used to make pressure vessels in the market. For different situations and different uses, the corresponding materials to be made are also different.
This kind of device has a relatively large number of brand names in the current market, and its application scope corresponding to different delivery states is also different. In the following small series, users will be specifically introduced about the vessels plate.
Introduction to the use of the vessels
vessels plate is now widely used in petroleum, chemical industry, power stations and boilers, etc. It is used to manufacture reactors, heat exchangers, separators, spherical tanks, oil and gas tanks, liquefied gas tanks and nuclear reactor pressure shells, etc. In addition, this material is also used to manufacture boiler drums, liquefied oil and gas cylinders, high-pressure water pipes of hydropower stations, spiral cases of water turbines and other equipment or components. Moreover, this material has a very broad market at home and abroad.
Introduction of delivery status of vessels
There are four main delivery states of plates, namely quenching, normalizing, annealing and tempering. Moreover, the main application scope of each delivery state is also different.
Main application scope of normalizing
Compared with low carbon steel, the hardness of vessels plate after normalizing is higher than that after annealing, and its toughness is relatively good.
Can be used with medium carbon steel.
Used for tool steel, carburized steel and bearing steel.
Used for steel castings, normalizing, it has a good refining effect on the microstructure of steel materials.
It is used for large forgings and nodular cast iron, which can improve its hardness, strength and wear resistance.
Characteristics of the plate after tempering
1. After tempering, the structural stability of the vessels plate can be improved, so that the size and performance of the workpiece can be kept in a very good state.
2. After tempering, for the product made of vessels plate, it can also eliminate the internal stress in the container plate, thus changing the service performance of the device.
3. The mechanical properties of the vessels plate can be well adjusted, so as to meet the requirements of application in various fields.
Plate is a kind of important steel plate used for manufacturing various boilers and their accessories, and it is also the most widely used and used special steel plate for pressure vessels in China at present.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2022-11-10 06:20:192022-11-22 08:25:12Einführung in die Gefäßtechnik Stahlblech
Metall-Rohrleitungsbau Punkte für die Aufmerksamkeit im Winter, das größte Merkmal des Winters Bau Ich denke, ist, dass die Temperatur relativ niedrig ist, in der Schweißarbeiten müssen die Aufmerksamkeit auf die Temperatur zu zahlen, die Notwendigkeit, die Temperatur der Schweißstelle vor dem Schweißen zu bestimmen, im Falle von niedriger als die Prozessanforderungen der Temperatur, muss das Basismetall vor dem Schweißen vorgewärmt werden. Nach dem Schweißen im Winter ist auf das Problem der Wärmedämmung zu achten. Es sollte darauf geachtet werden, dass die Materialien bei Regen und Schnee trocken bleiben. Während der Schweißarbeiten im Winter sollten entsprechende Maßnahmen getroffen werden. Wenn die Temperatur über -5 Grad Celsius liegt, sollten Sie eine konventionelle Trocknung und Isolierung durchführen. Wenn die Temperatur zu niedrig oder die Platte zu dick ist, müssen wir vorheizen und auf die Isolierung zwischen den Schichten achten.
Wichtigste technische Maßnahmen im Winterbau
1. Rohrschweißen sollte in strikter Übereinstimmung mit den Anforderungen vorgewärmt werden, und das Rohr sollte in die geschlossene Werkstatt für Heizung im Voraus gestellt werden.
2. wenn die Umgebungstemperatur unter 5℃ liegt, ist sie für die hydraulische Prüfung nicht geeignet; das Wasser der Rohrleitung, die durch hydraulischen Druck geprüft wurde, sollte rechtzeitig aus dem Rohr abgelassen werden und die Rohrmündung sollte vorübergehend blockiert werden.
3. sollte versuchen, die Pipeline Druckprüfung im Winter zu vermeiden, wenn es im Winter Druckprüfung sein muss, um das Wasser gefüllt Pipeline Exposition gegenüber der natürlichen Umwelt Zeit zu minimieren, im Einklang mit den Anforderungen der Spezifikation unter der Prämisse, die Testzeit sollte so kurz wie möglich sein, nach dem Test, um das Wasser in der Pipeline in der Zeit zu entwässern und zu maximieren die trocken blasen.
Der Vorfertigungsgrad sollte so weit wie möglich erhöht werden, um den Schweißaufwand auf der Baustelle zu verringern.
5. Die Windgeschwindigkeit beim Schweißen darf die folgenden Bestimmungen nicht überschreiten; andernfalls sind Windschutzmaßnahmen zu treffen:
Ein manueller Lichtbogen schweißt mit 8m/s;
B Wasserstoff-Lichtbogenschweißen, Kohlendioxid-Gasschweißen 2m/s
6. die relative Luftfeuchtigkeit der Umgebung innerhalb von 1m Schweißbogen darf nicht höher als 90% sein.
7. die Schweißen Umwelttemperatur sollte in der Lage sein, um sicherzustellen, dass das Schweißen Teile erforderlich ausreichende Temperatur und Schweißer Fähigkeiten werden nicht beeinträchtigt.
8. Anforderungen an den Schweißprozess:
A Wenn die Umgebungstemperatur unter 0℃ liegt, sollten Schweißverbindungen ohne Vorwärmanforderungen, mit Ausnahme von austenitischem rostfreiem Stahl, innerhalb von 100 mm der ursprünglichen Schweißstelle auf mehr als 15℃ vorgewärmt werden.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2022-11-08 07:02:502022-11-22 08:24:35Vorsichtsmaßnahmen für den Metallrohrleitungsbau im Winter
Die zerstörungsfreie Prüfung von Stahl umfasst hauptsächlich die Strahlenprüfung, die Ultraschallprüfung, die Magnetpulverprüfung, die Eindringprüfung und die Wirbelstromprüfung.
1. Radiographische Erkennung (RT) Die Röntgenprüfung ist eine zerstörungsfreie Prüfmethode, bei der Röntgen- oder Gammastrahlen die Probe durchdringen und ein Film als Aufzeichnungsgerät verwendet wird. Diese Methode ist die grundlegendste und am weitesten verbreitete Methode der zerstörungsfreien Prüfung.
2. Ultraschall-Detektion (UT) Die Ultraschallprüfung ist für die zerstörungsfreie Prüfung von Metallen, Nichtmetallen und Verbundwerkstoffen geeignet. Es kann die internen Defekte der Probe innerhalb eines breiten Dickenbereichs erkennen. Für metallische Werkstoffe, kann die Dicke von 1 ~ 2mm dünnwandige Rohre und Platten zu erkennen, kann auch erkennen, mehrere Meter lange Stahlschmiedestücke; Darüber hinaus ist der Fehler Ort genauer und die Erkennungsrate von Flächenfehlern ist höher. Hohe Empfindlichkeit, kann die interne Größe der Probe zu erkennen, ist kleine Defekte; Und die Erkennung Kosten niedrig ist, ist die Geschwindigkeit schnell, die Ausrüstung ist leicht, harmlos für den menschlichen Körper und die Umwelt, die Feldnutzung ist bequemer.
3. Magnetischer Partikeldetektor (MT) Prinzip der magnetischen Partikel-Erkennung ist magnetisiert ferromagnetischen Material und Werkstück, sondern wegen der Diskontinuität, das magnetische Feld Linien auf der Oberfläche des Werkstücks Oberfläche und in der Nähe von lokalen Verzerrung und ein Leckage-Magnetfeld erzeugt wird, Adsorption auf der Oberfläche des magnetischen Pulvers und magnetische Marken sichtbare Form in das richtige Licht visuelle, die die Lage, Form und Größe der Diskontinuität.
4. Penetrationstests (PT) Das Prinzip der Penetration Detektion ist, dass nach der Oberfläche des Teils mit Permeant mit fluoreszierenden Farbstoff oder farbigen Farbstoff beschichtet ist, unter der Wirkung der Kapillare, nach einer gewissen Zeit, die durchlässige Flüssigkeit kann in die Oberfläche eindringen Öffnung Mängel; Nach dem Entfernen der Oberfläche überschüssige Penetrant, gemalt auf der Oberfläche Teile Imaging-Agent wieder, auch unter der Wirkung von Kapillar-, Imaging-Agent wird Defekte in Penetranten, eindringende Flüssigkeit fließen zurück in die Imaging-Agent, in einem bestimmten Licht (UV-Licht oder weißes Licht), Defekt Penetrant Spuren sind Realität, (gelb-grüne Fluoreszenz oder leuchtend rot), So sind die Morphologie und Verteilung von Defekten erkannt.
5. Wirbelstromprüfung (ET) Bei der Wirbelstromprüfung wird eine Spule mit Wechselstrom auf eine Metallplatte oder außerhalb eines zu prüfenden Metallrohrs gelegt. Zu diesem Zeitpunkt wird in und um die Spule ein magnetisches Wechselfeld erzeugt, das zu einem wirbelartigen induzierten Wechselstrom in der Probe führt, der als Wirbelstrom bezeichnet wird. Die Verteilung und Größe des Wirbelstroms hängt nicht nur von der Form und Größe der Spule und der Größe und Frequenz des Wechselstroms ab, sondern auch von der Leitfähigkeit, der Permeabilität, der Form und Größe der Probe, dem Abstand von der Spule und davon, ob es Risse auf der Oberfläche gibt.
https://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.png00WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2022-11-04 08:44:072022-11-22 08:23:515 Zerstörungsfreie Prüfverfahren für Stahl
Unsere Fabrik hat Φ720 Walzen können große Größe nahtlose Rohre direkt produzieren. wie API5L X65QS PSL2 OD610*12.7mm durch warmgewalzt produzieren Länge 12m
Schwefelwasserstoff H₂S ist eine anorganische Verbindung, die farblos, brennbar, löslich in Wasser saures Gas, Schwefelwasserstoff Korrosion bezieht sich auf die Öl-und Gas-Pipeline mit einer bestimmten Konzentration von Schwefelwasserstoff (H2S) und Wasser Korrosion. H₂S löst sich in Wasser und wird sauer, was zu elektrochemischer Korrosion und lokaler Lochfraßkorrosion und Perforation von Pipelines führt. Die im Korrosionsprozess erzeugten Wasserstoffatome werden vom Stahl absorbiert und in den metallurgischen Defekten des Rohrs angereichert, was zur Versprödung des Stahls und zur Entstehung von Rissen führen kann. In den Rohrleitungen und Ausrüstungen von sauren Öl- und Gasfeldern, die H₂S enthalten, sind viele Male plötzliche Risse oder Sprödbrüche, Risse in der Schweißzone und andere Unfälle aufgetreten, die hauptsächlich durch wasserstoffinduzierte Risse (HIC) und sulfidische Spannungsrisse (SSC) verursacht werden.
Zu den Faktoren, die die Korrosion von H₂S beeinflussen, gehören die Schwefelwasserstoffkonzentration, der PH-Wert, die Temperatur, die Durchflussmenge, die Kohlendioxid- und Chloridionenkonzentration (C1-) usw. Eine feuchte Schwefelwasserstoff-Spannungskorrosionsumgebung liegt vor, wenn die folgenden Bedingungen erfüllt sind:
Die Temperatur des Mediums ist nicht höher als 60+2P ℃, P ist der Überdruck des Mediums (MPa);
B der Partialdruck des Schwefelwasserstoffs mindestens 0,35 MPa beträgt;
Das Medium enthält Wasser oder die Mediumstemperatur ist niedriger als die Taupunkttemperatur von Wasser;
Medium mit einem PH-Wert von weniger als 9 oder Zyanid.
Die Ergebnisse zeigen, dass für den legierten Stahl bei gleicher Festigkeit oder Härte des Stahls durch Anlassen bei hoher Temperatur nach dem Abschrecken eine Mikrostruktur mit gleichmäßiger Verteilung kleiner kugelförmiger Karbide erzielt werden kann und dass die Beständigkeit gegen H2S-Korrosion besser ist als nach dem Anlassen. Die Form der Einschlüsse ist ebenfalls von Bedeutung, insbesondere die Form von MnS, da MnS bei hohen Temperaturen zu plastischer Verformung neigen und das durch Warmwalzen gebildete MnS-Blech bei der nachfolgenden Wärmebehandlung nicht verändert werden kann.
Die Elemente Mn, Cr und Ni werden dem Kohlenstoffstahl zur Verbesserung der Härtbarkeit, insbesondere Ni. Es wird allgemein angenommen, dass Ni-Element ist vorteilhaft für die Zähigkeit von legiertem Stahl, aber die Wasserstoff-Evolution Reaktion Überspannung von Ni-Stahl ist niedrig, die Wasserstoff-Ionen ist leicht zu entladen und zu reduzieren, um die Wasserstoff-Ausscheidung zu beschleunigen, so dass die Beständigkeit von Ni-Stahl zu Sulfid Stress Korrosion ist schlecht. Im Allgemeinen sollten Kohlenstoffstahl und legierter Stahl weniger als 1% oder kein Nickel enthalten. Elemente wie Mo, V, Nb usw., die stabile Karbide in Stahl bilden.
ISO 15156-2, ISO15156-3 oder NACE MR0175-2003 haben die Umgebungsbedingungen begrenzt, um das Auftreten von Spannungskorrosion zu vermeiden. Wenn diese Bedingungen nicht erfüllt sind, müssen HIC- und SSC-Prüfungen durchgeführt und andere einschlägige Normen eingehalten werden. Das American Corrosion Institute (NACE) MR-01-95 besagt, dass zur Vermeidung von sulfidischer Spannungsrisskorrosion (SSCC) gewöhnlicher Stahl (Nickelgehalt unter 1%) mit einer Härte unter Rockwell HRC22 oder gehärteter Chrom-Molybdän-Stahl mit einem Nickelgehalt unter HRC 26 zu verwenden ist.
Darüber hinaus gibt es weitere Einschränkungen:
Verunreinigungen im Stahl: Schwefel ≤ 0,002%, P≤0,008%, O≤ 0,002%.
Die Härte ist nicht mehr als 22HRC, die Streckgrenze ist weniger als 355MP, die Zugfestigkeit ist weniger als 630MPa
Der Kohlenstoffgehalt des Stahls sollte so weit wie möglich reduziert werden, um die mechanischen Eigenschaften des Stahlblechs nicht zu beeinträchtigen. Für kohlenstoffarmen Stahl und Kohlenstoff-Mangan-Stahl: CE≤0,43, CE=C+Mn/6; Für niedrig legierten Stahl: CE≤045 CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
Stahlrohr: API 5CT H40, J55, L55, C75(1,2,3), L80(Typ 1), N80(Typ Q/T), C95(Typ Q/T), P105, P110 Q/T); API 5L Klasse A, Klasse B, X42, X46, X52; ASTM A53, A106(A, B, C)
Die verfügbaren Kohlenstoffstahlrohre und -platten für H₂S-Anwendungen
https://www.wldsteel.com/wp-content/uploads/2021/08/src.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-05 08:31:282021-08-05 08:31:31Kohlenstoffstahl für Anwendungen mit Schwefelwasserstoffkorrosion
Hitzebeständiger Stahl ist ein Stahl, der bei hohen Temperaturen eingesetzt werden kann und eine ausgezeichnete thermische Festigkeit und thermische Stabilität aufweist. Die thermische Festigkeit bezieht sich auf die Fähigkeit, Kriechen und Bruch bei hohen Temperaturen zu widerstehen, und die thermische Stabilität bezieht sich auf die Fähigkeit, Oxidation und Korrosion von gasförmigen Medien bei hohen Temperaturen zu widerstehen. Hitzebeständiger Stahl mit thermischer Festigkeit wird gewöhnlich als hitzebeständiger Stahl und hitzebeständiger Stahl mit thermischer Stabilität als hitzestabiler Stahl bezeichnet. Hitzebeständige Stähle werden hauptsächlich in der Energietechnik verwendet, z. B. bei der Herstellung von Ölraffinerieanlagen, Kesseln, Nuklearbehältern, Dampfturbinen, Behältern für synthetische Chemikalien, Luft- und Raumfahrtanlagen und anderen Hochtemperaturanlagen. Es sei darauf hingewiesen, dass viele nichtrostende Stähle (309, 310H) auch hitzebeständig sind und manchmal als "hitzebeständiger nichtrostender Stahl" bezeichnet werden.
Die Schweißnähte von hitzebeständiger Stahl muss im Wesentlichen die gleiche Hochtemperaturoxidationsbeständigkeit aufweisen wie das Grundmetall. Die Legierungszusammensetzung und der Gehalt des Schweißguts sollten im Wesentlichen mit dem Grundwerkstoff übereinstimmen, z. B. Cr, Mo, W und andere Hauptelemente, während Verunreinigungen wie P und S so weit wie möglich auf einem niedrigen Niveau gehalten werden sollten, um die Neigung zu Heißrissen zu verringern. Um die Schweißbarkeit zu verbessern, kann der C-Gehalt des Schweißmaterials etwas niedriger sein als der des Grundmetalls, um die Hochtemperaturleistung zu gewährleisten. Die Festigkeit des Schweißgutes muss der des zu schweißenden Grundwerkstoffes entsprechen. Schweißverbindungen aus hitzebeständigem Stahl müssen nicht nur eine Kurzzeitfestigkeit bei Raumtemperatur und hoher Temperatur aufweisen, die im Wesentlichen derjenigen des Grundmetalls entspricht, sondern auch, was noch wichtiger ist, ein Kriechverhalten bei hoher Temperatur, das dem des Grundmetalls entspricht. Die Leistungsanforderungen an neue Verbindungen aus hitzebeständigem Stahl für ultra-superkritische Kessel sind in der folgenden Tabelle aufgeführt.
Klassen
T.S σb MPa
Y.Sσs MPa
Dehnung δ%
AkvJ
Zulässige Spannung bei Betriebstemperatur,MPa
Härte, HB
P122
630
530
17%
31
64 (620℃)
225~270
P92
630
530
17%
31
70(620℃)
-
HR3C
655
-
30
-
69(650℃)
-
Super304H
590
-
35
-
91(620℃)78(650℃)
225~270
Although most of heat resistant steel welding structure is working under high temperature, but the final inspection for pressure vessels and piping requirements, usually at room temperature to 1.5 times the working pressure experiment hydraulic or pneumatic pressure test, the operation of pressure equipment or maintenance have to undergo the cold start process, so the heat resistant steel welding joint is also should have certain resistance to brittle fracture. For martensite and austenite heat resistant steels, the content of δ Ferrite in the deposited metal should be strictly controlled to ensure the creep property of the welded joints during the long time running at high temperature.
Schweißen von martensitischem Stahl P92/T92, P122/T122
Sowohl P92 als auch P122 sind martensitische Stähle, die beim Schweißen zur Kalt- und Warmrissbildung neigen. Um Kaltrisse beim Schweißen zu vermeiden, ist es notwendig, vor dem Schweißen vorzuwärmen. Die Vorwärmtemperatur beträgt nicht weniger als 150℃ beim WIG-Schweißen und nicht weniger als 200℃ beim Elektrodenschweißen und Unterpulverschweißen. Um Heißrisse und Grobkorn zu vermeiden, sollte die Schweißlinienenergie während des Schweißvorgangs streng kontrolliert werden, die Zwischenlagentemperatur sollte weniger als 300℃ betragen, und das Wolfram-Elektroden-Argon-Lichtbogenschweißen mit geringer Schweißwärmezufuhr wird bevorzugt. Beim Elektroden-Lichtbogenschweißen sollte auf Mehrlagen- und Mehrlagenschweißen geachtet werden. Die Dicke der Schweißlage sollte nicht größer sein als der Elektrodendurchmesser. Die Schweißnahtbreite sollte nicht mehr als das Dreifache des Elektrodendurchmessers betragen, und es wird empfohlen, dass der Elektrodendurchmesser nicht mehr als 4 mm beträgt.Bei Werkstücken mit großen Wandstärken kann das Unterpulverschweißen zum Schweißen verwendet werden, aber es sollte Feindraht-Unterpulverschweißen verwendet werden, und der Durchmesser des Schweißdrahtes sollte weniger als 3 mm betragen. Beim Schweißen von Rohren mit kleinem Durchmesser (T122 und T92) sollte die Rückseite während des gesamten Schweißvorgangs mit Argon gefüllt sein. Bei dickwandigen Rohren mit großem Durchmesser muss die Rückseite der ersten drei Lagen der Schweißnähte an der Wurzel mit Argongas geschützt werden. Nach dem Schweißen, verwenden Sie Asbest-Isolierung und langsame Abkühlung und bleiben zwischen 100 ~ 150℃ für mindestens 1 ~ 2 Stunden, bis die Metallographie vollständig in Martensit umgewandelt wird, dann kann die Wärmebehandlung nach dem Schweißen durchführen. Für die Wandstärke des Werkstücks ist größer als 40mm, nach dem Schweißen mit Asbest Isolierung langsame Abkühlung, 100 ~ 150℃ mindestens bleiben 1 ~ 2 Stunden, wenn nicht sofort Wärmebehandlung, sollte auf 200 ~ 300℃ Isolierung 2 Stunden erhitzt werden und dann langsam auf Raumtemperatur abkühlen.
SUPER 304H, SA-213 TP310HCBN Austenitischer Stahl zum Schweißen
Austenitischer Stahl ist gut schweißbar und neigt nicht zur Kaltrissbildung, so dass er nicht vorgeheizt werden muss. Allerdings neigt austenitischer Stahl beim Schweißen zur Heißrissbildung, so dass auf die Kontrolle der Schweißwärmezufuhr und der Zwischenlagentemperatur geachtet werden sollte. Beim Schweißen ist die Energie der Schweißlinie geringer, z. B. beim manuellen WIG-Schweißen, automatischen WIG-Kaltdrahtschweißen oder WIG-Heißdrahtschweißen. Im Allgemeinen sollte die Zwischenlagentemperatur nicht mehr als 150℃ betragen. Beim automatischen WIG-Kaltdrahtschweißen oder WIG-Heißdrahtschweißen erfordert der kontinuierliche Schweißprozess eine Zwischenlagenkühlung der Schweißnaht mit Wasser. Um interkristalline Korrosion zu verhindern, sollte der Chloridionengehalt im Kühlwasser kontrolliert werden. Um die Oxidation von Legierungselementen in der Hochtemperaturzone zu verhindern, sollte die Rückseite während des gesamten Schweißvorgangs mit Argon gefüllt sein. Um eine gute Verschmelzung auf beiden Seiten der Rille zu gewährleisten, sollte der Rillenwinkel von austenitischem Stahl größer sein als der von allgemeinem Ferritstahl. Für das Schweißen von artfremdem Stahl mit ferritischen Werkstoffen wird ernicR-3 oder EnICRFE-2 Schweißdraht oder Elektrode empfohlen. Beim Schweißen von artfremdem Stahl (mit ferritischem Stahl) und bei hohen Temperaturen muss der Ausdehnungskoeffizient beider Werkstoffe berücksichtigt werden.
https://www.wldsteel.com/wp-content/uploads/2021/07/tubesheet.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-04 05:03:462021-08-04 05:07:53Schweißen von ultra-superkritischem Kesselmaterial
Molybdän ist ein wichtiges Legierungselement in kriechfesten Ferritstählen, die bei Temperaturen von bis zu 530°C eingesetzt werden. Die Hauptanwendungsgebiete von warmfesten Stählen sind Kraftwerke und petrochemische Anlagen, wo Dampfturbinen große Schmiede- und Gussteile sowie Druckbehälter, Kessel und Rohrleitungssysteme Rohre, Platten und Zubehör aller Art erfordern.Neben der Warmfestigkeit sind auch andere Materialeigenschaften wie Härtbarkeit, Korrosionsbeständigkeit und Schweißbarkeit wichtig. Die relative Bedeutung dieser Eigenschaften hängt von der spezifischen Anwendung des Werkstoffs ab. So benötigen beispielsweise große Turbinenrotoren Stahl mit guter Härtbarkeit, und Rohrleitungssysteme in Kraftwerken müssen schweißbar sein. Dennoch werden bei den Legierungen, die für diese unterschiedlichen Anwendungen eingesetzt werden, alle dieselben Prinzipien zur Verbesserung der Zeitstandfestigkeit angewandt.
Molybdän in fester Lösung kann die Kriechrate von Stahl sehr wirksam verringern. Beim Einsatz bei hohen Temperaturen verlangsamt Molybdän die Agglomeration und Vergröberung von Karbiden (Ostwald-Reifung). Durch Abschrecken und Anlassen wird ein Gefüge aus Oberbainit erzeugt, das zu den besten Ergebnissen bei der Hochtemperaturfestigkeit führt. Bei Kohlekraftwerken liegt der Wirkungsgrad unterkritischer Kraftwerke unter 40 %. Künftige ultra-superkritische Kraftwerke (USC) werden voraussichtlich einen Wirkungsgrad von über 50 Prozent erreichen und die Kohlendioxidemissionen pro erzeugter Kilowattstunde Strom um fast die Hälfte reduzieren. Kriechfester Ferritstahl wird nach wie vor häufig in Kraftwerken, Ölraffinerien und petrochemischen Anlagen auf der ganzen Welt eingesetzt. Zu den Bauteilen gehören nahtlose Rohre für Heißwasserkessel und Überhitzer, Kesseltrommeln, Sammler, Pumpen und Druckbehälter für Hochtemperaturzwecke sowie Dampfturbinenstiele mit einem Durchmesser von über 2 Metern und einem Gewicht von über 100 Tonnen. Dieser Stahl kann als C-Mn-Stahl, Mo-Stahl, niedrig legierter C-RMO-Stahl und 9-12% Cr-Stahl klassifiziert werden.
https://www.wldsteel.com/wp-content/uploads/2021/05/9E.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-08-04 03:11:042021-08-04 03:13:46Wofür wird der kriechfähige Stahl verwendet?
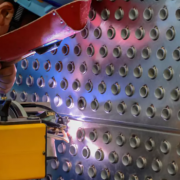
Die Verbindungsform von Wärmetauscherrohr und Rohrboden umfasst hauptsächlich Dehnung, Schweißen, Expansionsschweißen usw. Die Festigkeitskompensationsverbindung bezieht sich auf die Erhöhung der Dichtungsleistung und der Zugfestigkeit der Verbindung zwischen dem Wärmetauscherrohr und dem Rohrboden. Sie stützt sich auf die plastische Verformung des Rohrendes, um der Zugkraft standzuhalten. Die Eigenspannung nach der Ausdehnung des Rohrs wird bei steigender Temperatur allmählich schwächer, so dass die Dichtungsleistung und die Festigkeit der Verbindung zwischen Rohr und Rohrboden abnehmen. Daher ist die Festigkeitserweiterung geeignet für den Entwurfsdruck von weniger als oder gleich 4MPa, die Entwurfstemperatur von weniger als oder gleich 300℃. Die Festigkeitserweiterung sollte nicht im Falle von starken Vibrationen, großen Temperaturunterschieden oder offensichtlicher Spannungskorrosion während des Betriebs verwendet werden.
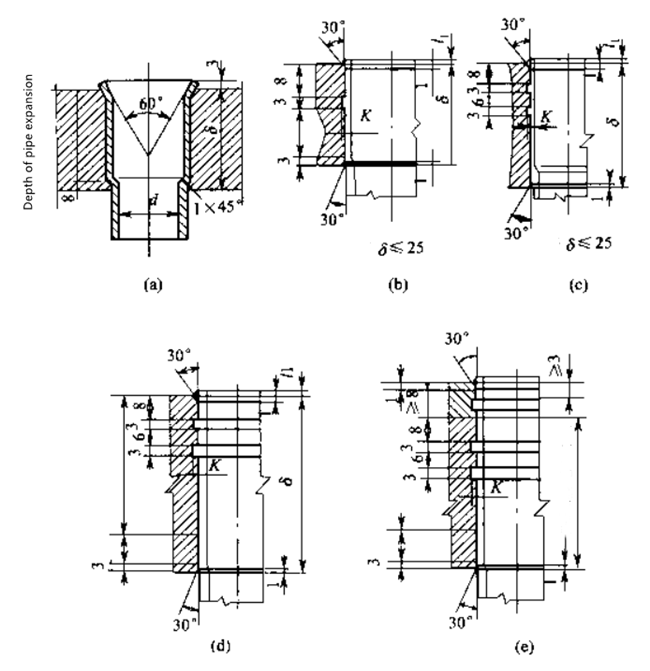
Beim Aufweiten des Rohrs sollte die Härte des Rohrs geringer sein als die des Rohrbodens. Der Abstand zwischen dem Rohr und dem Rohr und die Glätte des Rohrs beeinflussen die Qualität des Expansionsrohrs. Die raue Oberfläche des Rohrlochs kann eine große Reibungskraft erzeugen und lässt sich nicht so leicht abziehen, aber es kann leicht zu Leckagen kommen. Die Oberfläche des Rohrlochs darf auf keinen Fall eine Längsrille aufweisen. Die glatte Oberfläche des Rohrlochs ist nicht leicht undicht, kann aber leicht abgezogen werden. Im Allgemeinen muss die Oberflächenrauhigkeit weniger als oder gleich 12,5μm betragen. Es gibt zwei Arten von Rohrlöchern: Löcher und ringförmige Rillen, erstere wie in Abbildung (a) unten dargestellt, letztere wie in Abbildung (b) und (c) unten dargestellt.
Nach dem Einstechen wird die Stahlrohre werden beim Aufweiten in die Nuten gepresst, was den Abziehwiderstand und die Dichtungsleistung verbessern kann. Die Anzahl der ringförmigen Schlitze im Rohrloch hängt von der Dicke des Rohrbodens ab. Im Allgemeinen wird ein Schlitz geöffnet, wenn die Dicke weniger als 25 mm beträgt, und zwei Schlitze werden geöffnet, wenn die Dicke mehr als 25 mm beträgt. Wenn die Rohrplatte dick ist oder um Spaltkorrosion zu vermeiden, kann die in der folgenden Abbildung (d) gezeigte Struktur verwendet werden, die zusammengesetzte Rohrplatte und das Wärmetauscherrohr können auch erweitert werden, wenn die Ummantelung größer oder gleich 8mm ist, sollte in der Nut auf dem Rohrloch sein, die Struktur ist in der folgenden Abbildung (e) gezeigt.
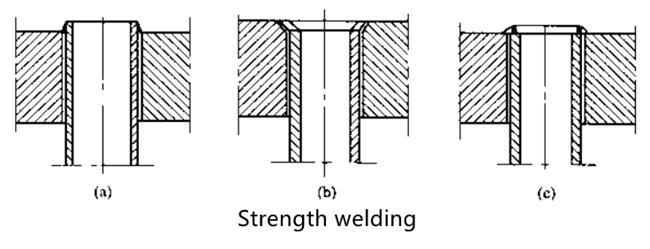
Festigkeit Schweißen bezieht sich auf die Abdichtung Leistung und Zugfestigkeit des Wärmetauschers Rohr und Rohrboden Verbindung zu gewährleisten, ist die am häufigsten verwendete Rohrboden Verbindungstypen. Stärke Schweißen Herstellung ist einfach, die Zugfestigkeit ist stark, wie Schweißen Teil Versagen, kann sekundäre Reparatur Schweißen, bequemer Wärmetauscher Rohr sein. Die Verwendung von Festigkeitsschweißen ist nicht durch Druck und Temperatur begrenzt, aber es ist nicht geeignet für die Gelegenheit der großen Vibrationen oder Spaltkorrosion. Die allgemeine Form des Festigkeitsschweißens ist in Abbildung (a) unten dargestellt. Um Flüssigkeitsansammlungen um das Rohrende zu vermeiden, wird häufig die in Abbildung (b) gezeigte Konstruktion verwendet. Die in Abbildung (c) gezeigte Konstruktion wird im Allgemeinen verwendet, wenn der Rohrboden aus rostfreiem Stahl besteht.
Die Abdichtungsleistung der Verbindung zwischen Rohr und Rohrplatte muss hoch sein, oder es gibt Korrosion, starke Vibrationen und andere Gelegenheiten, einzelne Expansion oder Schweißen kann die Anforderungen nicht erfüllen, die Kombination der beiden kann genügend Stärke und gute Abdichtungsleistung bieten. Die Kombination von Dehnung und Schweißen kann in zwei Arten unterteilt werden, je nach der Reihenfolge von Dehnung und Schweißen: Dehnung und Schweißen nach der Dehnung. Bei der allgemeinen Expansionsmethode entstehen zwangsläufig Ölflecken im Fugenspalt, die nach der Expansion geschweißt werden. Diese Ölflecken und die Luft im Spalt beeinträchtigen die Schweißqualität.
Schweißen vor der Ausdehnung führt zu Schäden an der Schweißnaht. Derzeit gibt es keine einheitliche Bestimmung für die Wahl der beiden Aufträge. In der tatsächlichen Technik, wie Expansion nach dem Schweißen, vor dem Schweißen sollte sauberes Öl; Wenn das erste Schweißen nach der Expansion, sollte eine Grenze für die Expansion Position des Rohres Ende, in der Regel von der Oberfläche des Rohres Platte 15mm über den Umfang der Expansion zu kontrollieren. Die erste Expansion und dann Schweißen nimmt im Allgemeinen die Form der Stärke Expansion und Dichtung Schweißen. Die Festigkeitserweiterung gewährleistet die Dichtungsleistung des Rohrs und des Rohrbodens und sorgt für eine ausreichende Zugfestigkeit, und das Dichtungsschweißen gewährleistet die Dichtungsleistung des Rohrs und des Rohrbodens. Der Aufbau ist in der Abbildung (a) dargestellt. Das Festigkeitsschweißen gewährleistet die Dichtungsleistung des Rohrs und des Rohrbodens, indem es eine ausreichende Zugfestigkeit bietet, und die Klebeerweiterung beseitigt den Spalt zwischen dem Rohr und dem Rohrloch, um die Dichtungsleistung zu gewährleisten. Die Struktur ist in Abbildung (b) dargestellt.
Im Wesentlichen ist die explosive Expansion auch eine Art von Festigkeitsexpansion, die letztere nimmt in der Regel Walzenexpansion, die erstere verwendet den Sprengstoff in einer sehr kurzen Zeit, um Hochdruck-Gas-Stoßwelle zu produzieren, um das Rohr fest mit dem Rohr Loch befestigt. Hohe explosive Expansion und Verbindungseffizienz, keine Notwendigkeit von Schmieröl, leicht zu schweißen nach der Expansion, große Zugfestigkeit, kleine axiale Dehnung und Verformung.
Explosive Expansion eignet sich für dünnwandige Rohre, Rohre mit kleinem Durchmesser und große Dicke Rohrboden Expansion, Wärmeaustausch Rohr Ende Leckage, mechanische Expansion ist schwierig, die Gelegenheit zu reparieren.
https://www.wldsteel.com/wp-content/uploads/2021/07/tubesheet.jpg350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-07-28 03:28:522021-07-28 03:28:54Wie ist das Wärmetauscherrohr mit dem Rohrboden verbunden?
In der Regel nennen wir den Stahl, der im Temperaturbereich von -10 bis -273℃ verwendet wird, Tieftemperaturstahl oder kryogenen Stahl Je nach Legierungselementgehalt und Struktur können kryogene Stähle unterteilt werden: Aluminium getötet C-Mn Stahl wie 06MnVTi, 06MnVal, 09Mn2Vre, 06MnNb Stahl, niedrig legierte Eisen Körper Tieftemperatur-Stahl 0.5Ni, 2.5Ni, 3Ni, 3.5Ni, etc., Martensiform Tieftemperatur-Stähle wie 9Ni, 5Ni Stahl, hochlegierte austenitische Tieftemperatur-Stähle wie 1Cr18Ni9Ti und 20Mn23Al und so weiter.
Die Auswirkung von Legierungselementen in Tieftemperaturstählen bezieht sich hauptsächlich auf ihre Auswirkungen auf die Tieftemperaturzähigkeit von Stählen:
C
Mit zunehmendem Kohlenstoffgehalt steigt die Versprödungstemperatur des Stahls schnell an und die Schweißeigenschaften nehmen ab, so dass der Kohlenstoffgehalt von Tieftemperaturstahl auf weniger als 0,2% begrenzt ist.
Mn
Mangan kann die Tieftemperaturzähigkeit von Stahl deutlich verbessern. Mangan kommt im Stahl hauptsächlich in Form von Mischkristallen vor und spielt die Rolle der Mischkristallverfestigung. Darüber hinaus ist Mangan ein Element, das den Austenitbereich vergrößert und die Umwandlungstemperatur senkt (A1 und A3). Es ist einfach, feine und duktile Ferrit- und Perlitkörner zu erhalten, die die maximale Kerbschlagarbeit erhöhen und die Sprödübergangstemperatur erheblich reduzieren können. Im Allgemeinen sollte das Mn/C-Verhältnis gleich 3 sein, wodurch nicht nur die Sprödübergangstemperatur des Stahls gesenkt werden kann, sondern auch der Rückgang der mechanischen Eigenschaften kompensiert wird, der durch den Rückgang des Kohlenstoffgehalts aufgrund der Erhöhung des Mn-Gehalts verursacht wird.
Ni
Nickel kann die Tendenz zum spröden Übergang abmildern und die Temperatur des spröden Übergangs deutlich senken. Die Wirkung von Nickel auf die Verbesserung der Tieftemperatur-Zähigkeit von Stahl ist 5 mal, dass von Mangan, das heißt, die spröde Übergangstemperatur sinkt um 10℃ mit der Erhöhung der Nickelgehalt um 1%. Dies ist vor allem wegen der Nickel mit Kohlenstoff, durch die feste Lösung und Verstärkung absorbiert, Nickel macht auch einen Umzug in den linken Punkt der eutektoiden Stahl eutektoiden Punkt, um den Kohlenstoffgehalt zu reduzieren, reduzieren Sie die Phasenübergangstemperatur (A1 und A2), im Vergleich mit dem gleichen Kohlenstoffgehalt von Kohlenstoffstahl, Rückgang der Zahl der Ferrit und Raffination, Perlit Populationen (der Kohlenstoffgehalt von Perlit ist auch niedriger als Kohlenstoffstahl). Die Versuchsergebnisse zeigen, dass der Hauptgrund, warum Nickel die Zähigkeit bei niedrigen Temperaturen erhöht, darin liegt, dass nickelhaltiger Stahl bei niedrigen Temperaturen mehr bewegliche Versetzungen aufweist und leichter quer gleiten kann. Ein Beispiel: Mittellegierter martensitischer Tieftemperaturstahl mit niedrigem Kohlenstoffgehalt 9Ni-Stahlhat eine hohe Tieftemperaturzähigkeit, kann für -196℃ verwendet werden. Der 5Ni-Stahl, der auf der Grundlage von 9Ni-Stahl entwickelt wurde, hat eine gute Tieftemperaturzähigkeit bei -162~-196℃.
P, S, Sn, Pb Sb
Phosphor, Schwefel, Arsen, Zinn, Blei, Antimon: Diese Elemente sind der Tieftemperaturzähigkeit von Stahl nicht förderlich.
Sie entmischen sich in der Korngrenze, was die Oberflächenenergie und den Widerstand der Korngrenze verringert und dazu führt, dass der spröde Riss von der Korngrenze ausgeht und sich entlang der Korngrenze ausbreitet, bis der Bruch vollständig ist.
Phosphor kann die Festigkeit von Stahl verbessern, erhöht aber die Sprödigkeit des Stahls, insbesondere bei niedrigen Temperaturen. Die Versprödungstemperatur ist offensichtlich erhöht, so dass sein Gehalt streng begrenzt werden sollte.
O, H, N
Diese Elemente erhöhen die Sprödübergangstemperatur von Stahl. Desoxidiertes Silizium und aluminiumberuhigte Stähle können die Zähigkeit bei niedrigen Temperaturen verbessern, aber da Silizium die Sprödübergangstemperatur von Stählen erhöht, haben aluminiumberuhigte Stähle eine niedrigere Sprödübergangstemperatur als siliziumberuhigte Stähle.
https://www.wldsteel.com/wp-content/uploads/2021/04/P235Gh-steel-plates.png350500WLDSTEELhttps://www.wldsteel.com/wp-content/uploads/2020/10/wldsteel-logo.pngWLDSTEEL2021-07-13 14:26:232021-07-13 14:33:28Wie wirken sich Legierungselemente auf die Leistung kryogener Stähle aus?