Gebreken aan de afwerking van gegalvaniseerde vierkante buizen en de preventie ervan
De kwaliteitseisen van gegalvaniseerde vierkante buizen zijn zeer hoog. Echter, vanwege de onvermijdelijke overeenkomstige kwaliteit gebreken in elk proces van de productie van stalen buizen, en sommige stalen buizen zijn in dienst onder een aantal bijzondere milieu-omstandigheden, in aanvulling op de algemene prestaties van de stalen buis, de nauwkeurigheid van de buitendiameter en wanddikte, en het platte oppervlak In aanvulling op de eisen voor rechtheid, zijn speciale eisen ook naar voren gebracht voor het oppervlak, eindvlak, anti-corrosie, etc.
Om aan de bovenstaande eisen te voldoen, moet de stalen buis worden rechtgetrokken en defect gerepareerd na afkoeling; het uiteinde van de pijp moet worden verwerkt; de stalen buis na het passeren van de prestatie-inspectie (test) van de stalen buis wordt gecontroleerd, en vervolgens de lengtemeting, weging, Logo, verpakker bibliotheek. Kortom, het afwerkingsproces van stalen buizen is een belangrijk proces dat onmisbaar is voor het verwijderen van gebreken aan stalen buizen, het verder verbeteren van de kwaliteit van stalen buizen, het voldoen aan de behoeften van speciale toepassingen van producten en het verduidelijken van de "identiteit" van producten. Het afwerken van stalen buizen omvat voornamelijk: het rechttrekken van stalen buizen, het snijden van uiteinden (afschuinen, dimensioneren)
Inspectie en inspectie (inclusief inspectie van oppervlaktekwaliteit, geometrische maatinspectie, niet-destructieve inspectie en hydraulische test, etc.), slijpen, lengtemeting, wegen, schilderen, spuiten en verpakken en andere processen. Sommige stalen buizen voor speciale doeleinden vereisen ook oppervlaktestralen, machinale bewerking en anticorrosiebehandeling.
In de verschillende processen voor de afwerking van stalen buizen zijn in het eerste hoofdstuk de eisen voor de inspectie van stalen buizen en de inspectieprocedures geïntroduceerd. De lengtemeting, het wegen, het verven, het spuiten en het verpakken van de stalen pijp zullen over het algemeen de vorm, grootte en prestaties van de stalen pijp niet veranderen, met uitzondering van kleine defecten zoals kneuzingen en krassen op het lichaam van de stalen pijp. Daarom richt dit hoofdstuk zich op de kwaliteitsdefecten en preventieve maatregelen van stalen buizen in de drie processen waarbij de stalen buis vervormd of bewerkt wordt, zoals richten, slijpen en oppervlaktebehandeling.
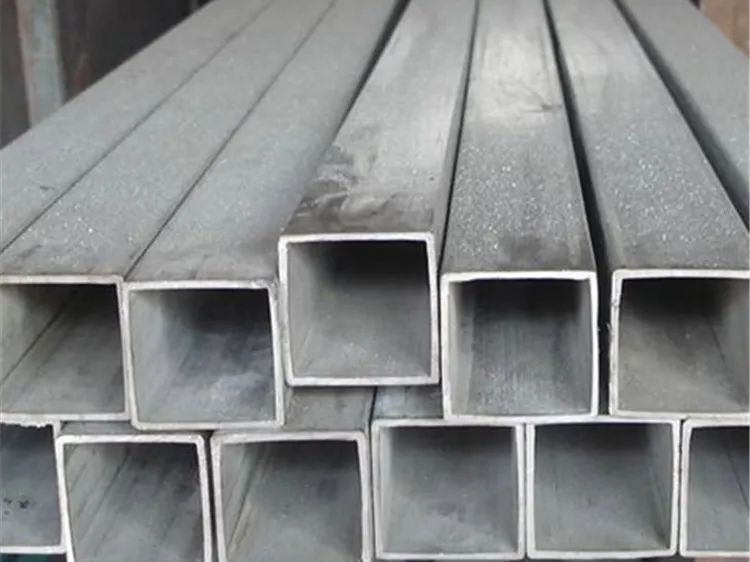
De norm specificeert de eisen voor de "oppervlakteafwerking" van stalen buizen. Er zijn echter wel 10 oppervlaktedefecten van stalen buizen die worden veroorzaakt door verschillende redenen tijdens de productie (zie de bijlage "Voorbeelden van typische gebreken aan gegalvaniseerde stalen buizen"). Deze gebreken zijn voornamelijk: oppervlaktescheuren (barsten), haarlijnen, binnenplooien, buitenplooien, verbrijzeling, binnenste rechte wegen, buitenste rechte wegen, scheidingslagen, littekens, kuilen, bolle rompen, hennepkuilen (pokdalige oppervlakken), schuren (krassen), interne spiraal, externe spiraal, blauwe lijn, concave correctie, rolbedrukking, enz. Onder de oppervlaktedefecten van de hierboven genoemde stalen buizen zijn sommige defecten zeer schadelijk voor de prestaties van de stalen buis, die gevaarlijke defecten worden genoemd, zoals stalen pijpscheuren (barsten), binnenplooien, buitenplooien, verbrijzeling, delaminatie, knopen, trekken, enz. Concave, convex, enz.; sommige gebreken hebben relatief weinig invloed op de prestaties van stalen buizen, die algemene gebreken worden genoemd, zoals stalen putjes (oppervlakken), blauwe lijnen, krassen (krassen, hobbels), lichte binnenste rechte stukken en buitenste rechte stukken, lichte binnenste spiraal en buitenste spiraal, concave correctie, rollendruk, enz.
Hoewel sommige algemene oppervlaktedefecten die zeer klein zijn en weinig invloed hebben op het gebruik van stalen buizen op stalen buizen mogen blijven zitten, heeft de norm nog steeds zeer strikte beperkingen voor de diepte en lengte (grootte) van de defecten. Gevaarlijke gebreken aan het oppervlak van stalen buizen moeten volledig worden verwijderd door snijden of slijpen. Bij het slijpen van die stalen pijpoppervlaktedefecten die slijpen toelaten, moeten de diepte van het gespecificeerde slijppunt en de vorm van het slijppunt voldoen aan de eisen die in de norm worden gesteld. Om de oppervlaktekwaliteit van stalen buizen te verbeteren, worden de binnen- en buitenoppervlakken van stalen buizen soms gestraald (geschuurd), geschuurd of machinaal bewerkt en gedraaid.
Er zijn twee hoofdredenen voor de oppervlaktedefecten van gegalvaniseerde stalen buizen. Enerzijds worden ze veroorzaakt door oppervlaktedefecten of interne defecten van de pijp. Aan de andere kant wordt het geproduceerd in het productieproces, dat wil zeggen als het ontwerp van de parameters van het walsproces onjuist is, het oppervlak van het gereedschap (mal) niet glad is, de smeringsomstandigheden niet goed zijn, het ontwerp en de afstelling van de pas onredelijk zijn, enzovoort, kan de stalen buis verschijnen. Problemen met de oppervlaktekwaliteit; of tijdens het verhitten, walsen, warmtebehandeling en strekken van de blanco buis (stalen buis), als de verhittingstemperatuur niet goed wordt geregeld, de vervorming ongelijk is, de verhittings- en afkoelsnelheid onredelijk is of de strekvervorming te groot is. Een te hoge restspanning kan ook oppervlaktescheuren in stalen buizen veroorzaken.
Plaats een Reactie
Meepraten?Draag gerust bij!