Defects Of Galvanized Square Tube Finishing and Its Prevention
The quality requirements of galvanized square tubes are very high. However, due to the inevitable corresponding quality defects in each process of steel pipe production, and some steel pipes are in service under some special environmental conditions, in addition to the overall performance of the steel pipe, the accuracy of the outer diameter and wall thickness, and the flat surface In addition to the requirements for straightness, special requirements are also put forward for its surface, end face, anti-corrosion, etc.
In order to meet the above requirements, the steel pipe needs to be straightened and defect repaired after cooling; the pipe end must be processed; the steel pipe after passing the performance inspection (test) of the steel pipe is checked, and then the length measurement, weighing, Logo, packager library. In short, the finishing process of steel pipes is an important process that is indispensable for removing defects of steel pipes, further improving the quality of steel pipes, meeting the needs of special uses of products, and clarifying the “identity” of products. Steel pipe finishing mainly includes: steel pipe straightening, end cutting (chamfering, sizing)
Inspection and inspection (including surface quality inspection, geometric dimension inspection, non-destructive inspection and hydraulic test, etc.), grinding, length measurement, weighing, painting, spray printing and packaging and other processes. Some special-purpose steel pipes also require surface shot blasting, machining, and anti-corrosion treatment.
In the various processes of steel pipe finishing, the requirements of steel pipe inspection and inspection procedures have been introduced in the first chapter. The length measurement, weighing, painting, spray printing and packaging of the steel pipe will generally not change the shape, size and performance of the steel pipe except for minor defects such as bruises and scratches on the steel pipe body. Therefore, this chapter aims to focus on the quality defects and preventive measures of steel pipes in the three processes involving steel pipe deformation or processing, such as straightening, grinding, and surface treatment.
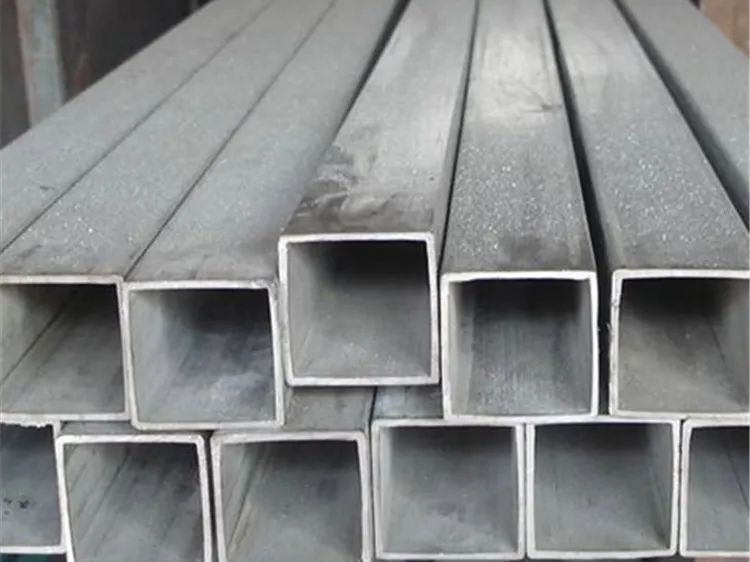
The standard specifies the “surface finish” requirements for steel pipes. However, there are as many as 10 surface defects of steel pipes caused by various reasons in production (see appendix “Examples of typical galvanized steel pipe defects”). These defects mainly include: surface cracks (cracks), hairlines, inner folds, outer folds, crushing, inner straight roads, outer straight roads, separation layers, scars, pits, convex hulls, hemp pits (pockmarked surfaces), Abrasion (scratch), internal spiral, external spiral, blue line, concave correction, roll printing, etc. Among the surface defects of the above-mentioned steel pipes, some defects are very harmful to the performance of the steel pipe, which are called dangerous defects, such as steel pipe cracks (cracks), inner folds, outer folds, crushing, delamination, knotting, pulling, etc. Concave, convex, etc.; some defects have relatively little impact on the performance of steel pipes, which are called general defects, such as steel pits (surfaces), blue lines, scratches (scratches, bumps), slight inner straights and outer straights , Slight internal spiral and external spiral, concave correction, roll printing, etc.
Although some general surface defects that are very slight and have little impact on the use of steel pipes can remain on steel pipes, the standard still has very strict restrictions on the depth and length (size) of the defects. For dangerous steel pipe surface defects, it must be completely removed by cutting or grinding. When grinding those steel pipe surface defects that allow grinding, the depth of the specified grinding point and the shape of the grinding point must meet the requirements specified in the standard. In order to improve the surface quality of steel pipes, sometimes the inner and outer surfaces of steel pipes are shot blasted (sanded), sanded or machined and turned.
There are two main reasons for the surface defects of galvanized steel pipes. On the one hand, it is caused by surface defects or internal defects of the pipe. On the other hand, it is produced in the production process, that is, if the design of the rolling process parameters is incorrect, the surface of the tool (mold) is not smooth, the lubrication conditions are not good, the pass design and adjustment are unreasonable, etc., may cause the steel pipe to appear. Surface quality problems; or during the heating, rolling, heat treatment and straightening process of the tube blank (steel tube), if the heating temperature is improperly controlled, the deformation is uneven, the heating and cooling speed is unreasonable, or the straightening deformation is too large. Excessive residual stress is also likely to cause surface cracks in steel pipes.
Leave a Reply
Want to join the discussion?Feel free to contribute!