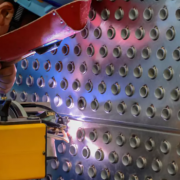
Soldabilidad de la tubería de revestimiento J55
La tubería de revestimiento está compuesta por un collarín y un cuerpo de tubería. Un solo cuerpo de tubería se conecta con la rosca del collarín y se transporta al yacimiento petrolífero con conexión de extremo a extremo para facilitar el transporte y el uso después de alcanzar la longitud requerida. Con el fin de fortalecer la fuerza y el control anti-aflojamiento de la conexión roscada, es necesario soldar el acoplamiento con el cuerpo de la tubería después de la conexión roscada, por lo que es muy importante analizar el rendimiento de la soldadura y formular un proceso de soldadura razonable. API 5A J55 es uno de los materiales de revestimiento más utilizados, y analizamos su soldabilidad en función de su equivalente en carbono.
API 5CT J55 Composición química
| Grado | C | Si | Mn | P | S | Cr | Ni | Cu | Mo |
| API 5CT J55 | 0.34-0.39 | 0.20-0.35 | 1.25-1.50 | 0.020 | 0.015 | 0.15 | 0.20 | 0.20 | / |
Según la fórmula del equivalente en carbono del Instituto Internacional de Soldadura:
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
CE=0,69>0,4
Su equivalente en carbono es superior a 0,4 y su soldabilidad es deficiente. Para obtener una calidad de soldadura cualificada, son necesarias una temperatura de precalentamiento elevada y medidas tecnológicas estrictas.
Se analizó su soldabilidad en función de la influencia del contenido de elementos de aleación J55 en la microestructura y las propiedades:
- Tubo de revestimiento J55 tiene un alto contenido de carbono, es decir, 0,34%~0,39%, lo que hace que la curva de transición de la austenita sobreenfriada del acero se desplace hacia la derecha y aumente; La adición de Cr, Mn, Ni, Cu y otros elementos de aleación hace que la curva de transición de la austenita sobreenfriada se desplace hacia la derecha, lo que aumenta la estabilidad de la austenita sobreenfriada, y aumenta el punto MS (punto de inicio de la formación de martensita). Todos estos efectos aumentan la tendencia al enfriamiento de J55, y han aparecido grietas de soldadura.
- El J55 tiene una gran tendencia al agrietamiento en frío, principalmente al enfriamiento rápido y a la fragilización. Debido a su alta resistencia, alto valor máximo de dureza de la zona afectada por el calor de soldadura y enfriamiento rápido, la martensita se genera fácilmente. Al soldar, hay que procurar elegir gran energía de línea y corriente de soldadura, no se debe reducir excesivamente la velocidad de soldadura. Para reducir la velocidad de enfriamiento, prolongar el tiempo de enfriamiento de la unión soldada de 800 ℃ a 500℃, mejorar la microestructura del metal de soldadura y de la zona afectada por el calor, y reducir la dureza máxima de la zona afectada por el calor, es necesario precalentar antes de soldar y templar después de soldar.
- La tendencia al agrietamiento en caliente de J55 no es alta porque su conductividad térmica no es fácil de generar eutéctico de baja fusión; La tendencia al agrietamiento por recalentamiento no es grande, porque no contiene carburo fuerte. Se selecciona el alambre de soldadura ER55-G en función de su resistencia. El alambre de soldadura tiene un excelente rendimiento en el proceso de soldadura, alto contenido de Ni, fuerte resistencia a la fisuración en frío y excelentes propiedades mecánicas globales del metal depositado.
- Debido al gran aporte de calor necesario para la soldadura J55, el valor de resistencia del material base y del material de soldadura es grande, y la tensión interna durante la soldadura es extremadamente grande. Durante la soldadura, es necesario martillar la soldadura mientras se suelda. Después de la soldadura, se lleva a cabo un tratamiento térmico para eliminar la tensión interna y evitar el agrietamiento posterior a la soldadura causado por una tensión excesiva. El tratamiento térmico posterior a la soldadura también puede mejorar las propiedades de la microestructura de la soldadura.
Proceso de soldadura de J55
Método de soldadura 1Soldadura con gas de protección 80% Ar+20%CO2. Material de soldadura: alambre de soldadura ER55-G, diámetro Φ3.2mm. Parámetros de soldadura: corriente 250~320A, voltaje 26 ~30V; velocidad de soldadura 35~50cm/min;
La temperatura de precalentamiento es de 100℃, y la temperatura entre capas no es inferior a la temperatura de precalentamiento, pero no se permite que sea superior a la temperatura de precalentamiento de 30℃.
Tratamiento posterior a la soldadura: enfriamiento por aire sin ningún tratamiento térmico.
Resultados: El ensayo de tracción fue cualificado. Los valores de impacto de las tres muestras en la zona afectada por el calor son 26,47,23, no cualificados. Las cuatro muestras de flexión lateral tienen grieta de 3,75 mm, grieta de 4 mm, grieta de 1,38 mm, grieta de 0,89 mm, respectivamente, no cualificadas. Este esquema tecnológico no es razonable.
Método de soldadura 2Soldadura con gas: 80%Ar+20%CO2. Material de soldadura: alambre de soldadura ER55-G, diámetro Φ3.2mm. Parámetros de soldadura: corriente 250~320A, voltaje 26 ~30V; Velocidad de soldadura 35~50cm/min; La temperatura de precalentamiento es de 100℃, y la temperatura entre capas no es inferior a la temperatura de precalentamiento, pero no se permite que sea superior a la temperatura de precalentamiento de 30℃.
Tratamiento posterior a la soldadura: tratamiento de revenido, temperatura 600±20℃, tiempo de mantenimiento 4h; velocidad de calentamiento 50℃/h, velocidad de enfriamiento 50℃/h.
Resultados: El ensayo de tracción fue cualificado. Los valores de impacto de las tres muestras en la zona afectada por el calor son 51, 40 y 40, respectivamente, que se califican.
Ensayo de flexión lateral, cualificado; El experimento demuestra que este esquema tecnológico es razonable. El tratamiento térmico posterior a la soldadura puede mejorar la microestructura y las propiedades de soldadura, que es uno de los factores importantes para la soldadura J55 para obtener las uniones soldadas que cumplan con los requisitos técnicos.
El duro entorno de la tubería de revestimiento API 5A J55 requiere la calidad de la propia tubería, también la calidad de la soldadura. Mediante el análisis y la prueba de soldadura anteriores, se obtiene el proceso de soldadura que puede cumplir los requisitos, lo que proporciona una base teórica y experimental para la soldadura correcta de la tubería de revestimiento de petróleo.