Che cos'è il Caustic Cracking nella conduttura del vapore?
La cricca caustica, nota anche come infragilimento caustico, è la cricca dei metalli in soluzioni alcaline dovuta all'azione combinata di sforzi di trazione e mezzi corrosivi, è un tipo di SCC. La causa della criccatura delle caldaie a pressione si verifica principalmente nelle parti in cui il vapore viene ripetutamente evaporato e condensato o a contatto con la soda caustica, che possono essere in acciaio al carbonio, acciaio basso legato, acciaio ferritico e acciaio inossidabile austenitico. Gli incidenti causati dall'esplosione del cracking si verificano spesso nel sistema delle caldaie, ma la concentrazione di Na+ può verificarsi anche nelle autoclavi, nei sistemi di recupero del calore di scarto e negli evaporatori di Al2O3 delle imprese di alluminio elettrolitico negli impianti chimici cloro-alcali, nelle cartiere e nelle industrie di energia nucleare.
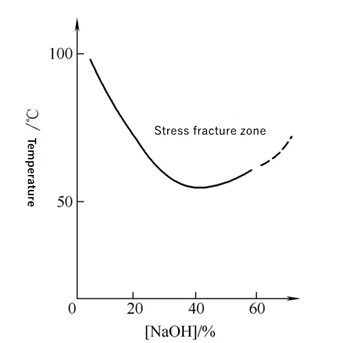
Quando la concentrazione di idrossido di sodio è superiore a 5%, l'acciaio al carbonio e le condutture a vapore in acciaio basso legato hanno quasi la probabilità di produrre cricche caustiche, la corrosione da stress alcalino si verifica generalmente a più di 50~80℃, soprattutto in prossimità del punto di ebollizione della zona ad alta temperatura, con una concentrazione di alcali di 40% ~ 50%. Secondo la teoria, quando la frazione di massa di NaOH locale è superiore a 10%, il film di ossido protettivo del metallo viene dissolto e il metallo della matrice reagisce ulteriormente con l'alcali per formare ossidi corrosivi magnetici sciolti e porosi e la soluzione acquosa è alcalina. Finché 10~20mg-L-1 NaOH è contenuto nell'acqua della caldaia o dello scambiatore di calore, l'evaporazione locale ripetuta può portare alla concentrazione di alcali sotto il sedimento o nelle fessure, causando la corrosione alcalina locale.
I fattori che influenzano la sensibilità del cracking caustico
La cricca caustica è facile che si verifichi nelle parti concentrate di liquido contenente alcali con elevate tensioni residue, come le parti dei giunti di saldatura; questo tipo di SCC si sviluppa solitamente in modo intergranulare e le fratture sono piene di ossidi.
Le cricche alcalino-fragili nell'acciaio al carbonio conduttura del vapore appaiono come sottili cricche intergranulari con ossidi. Ci sono diversi fattori principali che determinano la fragilità degli alcali: la concentrazione di alcali, la temperatura del metallo e la tensione di trazione. Gli esperimenti dimostrano che alcune cricche caustiche si verificano entro pochi giorni, mentre la maggior parte si verifica quando l'esposizione supera 1 anno. Aumentando la concentrazione di alcali e la temperatura si può migliorare il tasso di criccatura.
Medio
La cricca caustica è la corrosione che si verifica ad alte temperature nella soda concentrata. Quando la frazione di massa di NaOH è inferiore a 5%, non si verifica il cracking caustico. Questa soda concentrata può essere il mezzo di lavoro o essere raccolta durante la lavorazione. Più alta è la concentrazione di soda caustica, maggiore è la sensibilità del cracking caustico, che non è solo legato alla concentrazione dell'alcali ma dipende anche dalla temperatura della soluzione.
La temperatura
Il tempo di frattura da cricca degli acciai per condotte a vapore a basso tenore di carbonio aumenta con la diminuzione della sollecitazione. Si è riscontrato che il metallo nella zona termicamente interessata con la maggiore deformazione plastica residua, cioè il metallo riscaldato a 500~850℃ nel processo di saldatura, ha la maggiore tendenza alla SCC. Nella manutenzione delle apparecchiature alcaline è stato riscontrato che i metalli riscaldati a temperature superiori a 550℃ e leggermente inferiori alla zona di ricristallizzazione durante la saldatura presentano la maggiore tendenza alla cricca in soluzione alcalina, dove lo stress residuo di saldatura e lo stress della microstruttura sono maggiori.
Elementi metallici
Poiché la cricca caustica e la fragilità da nitrati dell'acciaio a basso tenore di carbonio si fratturano lungo la grana, si ipotizza che la sensibilità di tale fragilità sia causata dalla segregazione di C, N e altri elementi al confine della grana. Gli elementi chimici che causano la criccatura caustica dell'acciaio per condotte a vapore a basso tenore di carbonio sono i seguenti:
La segregazione di C e N ai confini dei grani aumenta la sensibilità alla cricca caustica;
L'effetto degli oligoelementi, dovuto alla segregazione di S, P, As e altre impurità ai confini del grano, aumenta la sensibilità alla fragilità da alcali. Tuttavia, una piccola quantità di La, Al, Ti e V può essere dovuta alla riduzione della segregazione di impurità dannose nei confini del grano, riducendo la sensibilità alla fragilità alcalina.
Il cracking caustico aumenta con l'aumentare della dimensione dei grani;
Trattamento termico. La sensibilità alla cricca caustica dell'acciaio dopo la sferoidizzazione è maggiore di quella dello stato normalizzato, il che può essere dovuto all'aumento della segregazione dei confini del grano durante la sferoidizzazione dei carburi.
Potenziale
Il potenziale sensibile di criccatura caustica dell'acciaio per condotte a vapore a basso tenore di carbonio in una soluzione bollente di NaOH 35%~40% è di -1150~800mV (SCE), e il potenziale di criccatura caustica si verifica nell'intervallo di -700mV (SCE) al punto di ebollizione (120℃). Al potenziale critico, il ritiro di sezione del campione diminuisce notevolmente. L'analisi della struttura a raggi X mostra che sulla superficie del campione si forma un film protettivo di Fe3O4.