Caractéristiques de polissage des tubes en acier galvanisé
Afin de prolonger la durée de vie des pipelines, la construction anticorrosion des pipelines est devenue un processus indispensable dans le processus de production des pipelines ; avec le développement et la production continus des fabricants, divers types de tuyaux en acier en spirale anticorrosion sont apparus sur le marché.
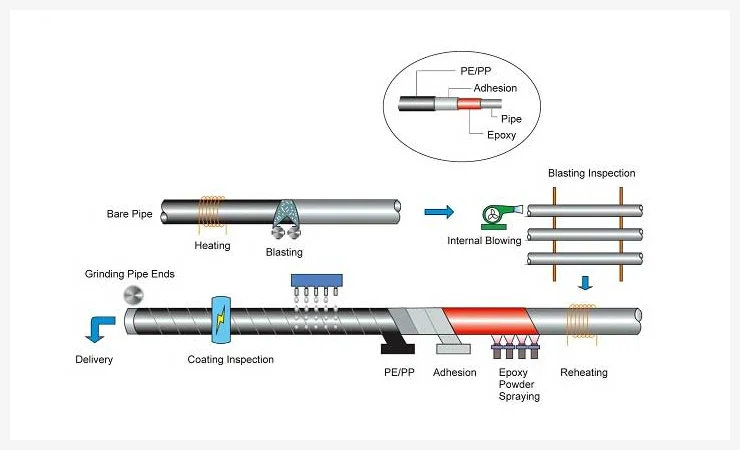
Les types d'anticorrosion les plus courants pour les tubes d'acier en spirale sur le marché sont : l'anticorrosion à la résine époxy, l'anticorrosion au 3PE, l'anticorrosion au mortier de ciment et l'anticorrosion à l'asphalte époxy ; les différents types de tubes d'acier anticorrosion ont des utilisations différentes, et les tubes d'acier soudés en spirale se réfèrent à ceux qui ont des joints sur la surface. Les tuyaux en acier, qui sont soudés avec des plaques d'acier ou des plaques d'acier pour former des formes rondes ou carrées ;
L'usine de tubes en acier en spirale peut être divisée en tubes soudés à l'arc, tubes soudés par résistance à haute fréquence, tubes soudés par résistance à basse fréquence, tubes soudés au gaz, tubes soudés au four, etc. selon différentes méthodes de soudage ; selon la forme de la soudure, il peut être divisé en tube soudé à joint droit et tube d'acier en spirale, tube d'acier soudé électriquement pour le forage pétrolier et la fabrication de machines ; les tubes soudés au four peuvent être utilisés comme tubes d'eau et de gaz, les tubes soudés longitudinaux de grand diamètre sont utilisés pour le transport de pétrole et de gaz à haute pression, les tubes d'acier en spirale sont utilisés pour le transport de pétrole et de gaz, les pieux de tubes, les piliers de ponts, etc.
Couche de finition anticorrosion pour tuyaux en acier d'eau potable : Elle est composée de résine époxy, de modification de résine de caoutchouc, de pigments antirouille inoffensifs, de charges et d'additifs, et présente une excellente résistance chimique et une érosion antimicrobienne.
Utilisations : Il est utilisé comme apprêt pour les canalisations d'approvisionnement en eau, et la couche de finition est utilisée comme revêtement anticorrosion sur la paroi interne des canalisations d'approvisionnement en eau ; ce type de revêtement anticorrosion est destiné aux projets de canalisations d'eau potable, et il est non polluant et inoffensif.
Mesures d'entretien :
1. Le produit doit être stocké dans un endroit frais, ventilé et sec, à l'abri du feu et des sources de chaleur.
2. Ce produit est une couche épaisse et peut être appliqué en couches épaisses sans s'affaisser. En général, après ouverture du fût, il peut être utilisé sans ajout de diluant.
3. Après un stockage prolongé de la peinture, il se produit une légère précipitation ; il convient donc de remuer la peinture avant de l'utiliser.
4. Une fois que la peinture est prête, elle doit être durcie pendant 20 minutes en été et 1,5 à 2 heures en hiver pour la construction. En général, la peinture doit être utilisée dans les 8 heures, sinon la viscosité s'épaissit et l'application n'est pas facile.
5. La couche de finition peut être appliquée une fois que la surface de l'apprêt est sèche. Cet intervalle ne doit pas dépasser deux jours à température ambiante, sinon l'adhérence entre les couches sera affectée. L'intervalle de temps entre les couches de finition doit également permettre à la surface de sécher. Le polymère à réseau interpénétré est un nouveau type de revêtement anticorrosion de la série IPN qui a fait l'objet de recherches et a été développé au cours des vingt dernières années. Il s'agit d'un copolymère de polyuréthane à base d'huile de ricin et de polymère à réseau interpénétré d'éthylène polysubstitué. Au cours du processus de mélange et de durcissement de la peinture, le premier est du caoutchouc, et le réseau plastique du second pénètre l'un dans l'autre, pénètre et adhère fermement à la surface de l'objet à revêtir, produisant ainsi une protection contre la corrosion et des matériaux décoratifs à la surface de la peinture.